X光检测及其接受标准
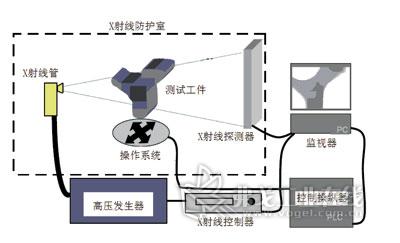
图1 X光无损检测原理
本文以汽车领域广泛使用的铝车轮为例,阐述了X光无损检测在汽车安全件铸造过程中的作用、原理及其所用设备的发展,比较研究了在不同ASTM标准(E155、E505和E2422)中,铸件内部缺陷的类型和严重度等级,结合车辆行驶过程中的实际受力情况和潜在失效模式,探讨了车轮铸件在轮盘、轮辐和轮辋等不同区域的接受标准,以同时满足当今汽车安全件批量生产过程中的可靠性要求和轻量化减重的需要。
汽车安全件是指在整车组装后与人身安全密切相关的零件,其质量等级通常要达到ASTM E 1025中定义的2-2T级,其内部缺陷要求也极其严格。诸如车轮、发动机缸体等汽车安全件,虽然其制造工艺有多种,但却不能保证产品内部没有缺陷,这就用到了X光无损检测技术。

图2 按ASTM E2422 (参照 ASTM E155)的缺陷详细分类
X光检测的作用
X光检测在汽车安全件铸造生产过程中的主要作用有两个:防止铸造过程中产生的缩松、夹渣和严重针孔等铸造缺陷废品流转到下道工序;修正铸造工艺参数以提高铸造成品率。
当前中国生产的汽车安全件已大量进入全球汽车厂家的采购系统,不论是汽车主机厂(OEM)还是零售商(AM),在考察铸件制造过程时往往对检测仪器和实验设备更为关心。如美国通用汽车公司对铝合金车轮的要求中就明确提出,X光检测仪要具有缺陷自动识别系统,X光检测仪判废的车轮在销毁(或明显标识)之前不允许人为干预。

图3 对图3中ASTM E155X光检测的数字化再现
X光检测原理
X光影像形成的基本原理,是由于X光的特性和零件的致密度与厚度之差异所致。由于在铸造过程中,零件的成形会因工艺参数、铸造机状况变化而有所不同,因此成形后的零件厚度、致密度也有差异,而经X光照射,其吸收及透过的X光量也不一样,因而,在透视荧光屏上就有亮暗之分。
X光检测原理如图1所示。由于被测试工件内部结构密度不同,对X光的阻挡能力也不一样,因此X光图像能清晰地展现被检工件内部的细微结构。

铝车轮X光检测设备的发展
铝车轮行业使用的第一代X光检测设备是由人工进行操作和人工判定产品合格与否的非智能化设备。近年来开发出的第二代铝车轮生产用X光检测设备在结构上有了很大改变,采用了“C”型臂结构设计,并安装了智能化的全自动缺陷识别系统(ADR),该系统可以自动识别车轮的各种铸造缺陷,并能根据预先录入的车轮检测标准自动判别产品是否合格。由于所有机构的动作和缺陷的识别都是自动完成的,所以大大缩短了车轮检查的节拍,效率比传统X光检测设备提高了一倍。第二代X光检测设备具有完整的可编程系统,配置旋转圆盘用于车轮的定位,车轮由操作人员手工放置在圆盘上,由激光装置标明中心位置,并且不需要特殊的夹具装夹,这种系统设计的优势在于带有毛边的车轮并不影响检测过程,因为没有夹具接触到车轮。

图4 ASTM E155 X光检测的数字化硬件
铸件验收标准
限于当今技术条件,汽车安全件的铸件不可避免地存在着材料缺陷,这些缺陷,无论是在材料内部还是在产品表面上,只有当其大小和数量达到一定程度后,才被看成“临界缺陷”。因为此时缺陷会影响强度特性,进而影响汽车安全性。X光检测的根据就是这些“临界缺陷”,表1列出了部分汽车制造厂对安全件X光检测时的验收标准。
表1中最具代表性并被广泛接受的就是福特汽车所采用的ASTM E155、E505和E2422,但这3个标准都仅是对铸件的各种缺陷进行了分类和分级,未明确验收时的具体合格等级。如车轮是汽车承载的重要部件,对其安全性要求很高,同时随着汽车减重和轻量化的发展趋势,对其重量又有严格的限制,这就要求车轮生产厂家在铸件生产过程中必须准确把握其内部缺陷的接受准则。
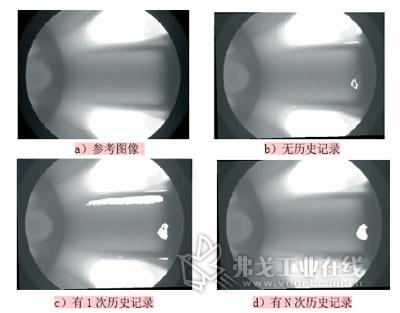
图5 使用不同历史记录的缺陷识别
1.铸件缺陷的分类
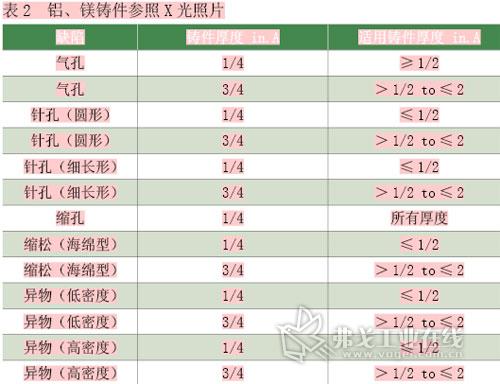
表2列出了ASTM E155卷I中针对铝合金铸件的13种缺陷及其适用范围,为了满足ADR的需要,在ASTM E2422中又将缺陷按图2进行了分类。
2.铸件缺陷等级的划分
在上述3个ASTM标准中,每一种缺陷的图片都按严重度进行了分级,各种缺陷等级的划分都是基于缺陷区域体积、最大直径、影响深度和截面厚度等几个方面,如表3列出了气孔缺陷的8个等级的非连续性分析结果。
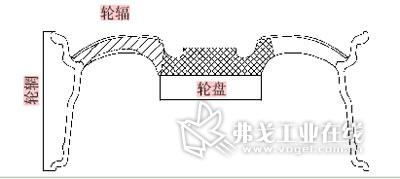
图6 用于生成动态检测程序的教学模式分成导航、设置和图象显示三部分
3.铸件缺陷的数字化
劳伦斯.利弗莫尔国家实验室负责按确定数量的各种缺陷目录将ASTM E155中的图片进行了数字化处理(见图3、图4)。
铸件的各种缺陷经数字化处理以后,再现为电子图像,存入X光检测设备的硬件,成为ADR数据来源的一部分,通常对同一缺陷的识别一般都会结合以前的历史记录(见图5)。如:在YXLON公司设计的WHEEL 6000全自动铝车轮检测系统中设有教学模式,该模式是用于生成检测程序的,在选择了该模式后,车轮自动装载到机械手中,然后必须手动调整所有的检测参数,操作完后,通过按PC上的功能键存储所有的设置到数据库中,通过这几步的设置生成最后的检测程序(见图6)。
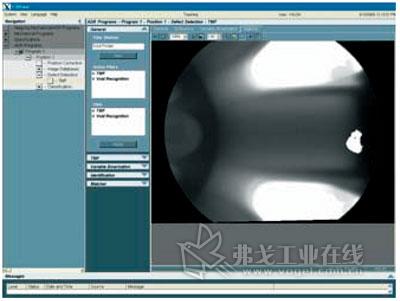
图7 车轮X光检测区域划分
经过图像的预处理和分割后,就可以测量出所有检测到的图像上的突变,将结果和检测规格进行对比,仅对各个检测区域有效,并作出最后的“合格”或“不合格”的判定,也可以设定仅限制为单独的突变或整个块,如孔型缺陷。
4.铸件评价区域划分
如图7所示,Ford EngineeringSpecification ES-E9SC-5A969-AA将车轮分为轮盘、轮辐和轮辋3个评价区域。

5.铸件检测过程及其接受准则
按图7的区域划分,依据ASTM标准,车轮铸件的X光检测分4个步骤完成:
(1)检查轮心、帽口部位。因在ASTM标准中,不同的铸件厚度范围有不同的参照图片,在透照厚度差异较大时,应编制两步程序进行检验。检验时,铸件至少旋转180°,为避免散射,还应使用滤片功能。
(2)检查轮辐、轮心连接处。检验须使用滤片功能,铸件至少旋转360°。
(3)检查轮辐根部。检验时,所有轮辐都应一一检验,同样在透照厚度差异较大时,也应编制两步程序,并使用滤片功能。
(4)检查轮缘、轮辋。无需使用滤片功能,但铸件至少应旋转360°。
在以上每个检测步骤中,带有ADR的X光机将分别对照系统内存储的标准图谱(或在教学模式中预先设置的图谱),参照表4的级别要求,自动地给出“合格”和“报废”的判断。当然对于一些特殊轮型还需要参考更多地标准。

结语
1.X光检测在汽车安全件生产过程中,不仅是检验设备,更具有经济意义。
2.带有“C”型臂结构和安装了智能化ADR的X光机,已成为当今汽车主机厂的要求。
3.汽车轻量化的发展趋势,要求汽车安全件制造商在生产过程中必须把握好产品内部缺陷的接受准则,同时满足铸件减重和安全性的双重要求。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论