数控伺服轴的振动及其故障诊断技术
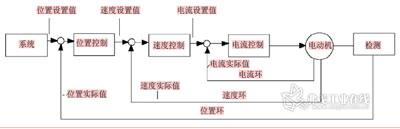
图1 “位置-速度-电流”三环控制
数控机床是汽车零部件加工的主要装备,数控机床伺服轴的振动是伺服轴出现故障时的主要表现形式。本文从伺服轴振动机理的应用研究、驱动故障伺服轴的611U平台的方案设计以及故障排除后的自动校原位技术三方面进行了详尽的描述。
数控机床在我厂有着广泛的应用,目前我厂仅某机加工车间就有数控机床77台,直接参与加工的数控伺服轴多达300根以上。由于机床使用年限的增加,每年都有很多伺服轴出现故障,而故障通常表现为伺服轴的振动。统计2010年共12个月的停台时间,伺服轴振动故障的应急抢修次数为44次,应急抢修时间为359h,平均单次维修时间为8.18h。
如此高的单次维修时间有三方面的原因:第一,伺服轴的振动涉及机械、电气和检测等诸多因素,由于无诊断伺服轴振动的理论支撑,判断故障源难度很大;第二,机床出现伺服轴振动故障后,通常机床无法开启,不利于在线分析故障源头;第三,伺服轴故障排除后,需要对轴的原位进行校验和复查,采用人工校准机械原位耗时较大。
本文将从伺服轴振动机理的应用研究、基于西门子611U伺服驱动设备的开发及自动校伺服轴原位技术三方面做较为详尽的阐述。
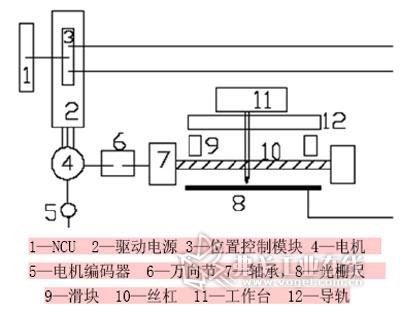
图2 伺服轴驱动
伺服轴振动机理的应用研究
1.伺服轴振动的振动源
6DL车间数控机床采用西门子840D数控系统,伺服轴采用“电流-速度-位置”三环全闭环控制如图1所示。
此处的控制系统将伺服轴看成理论上的弹性阻尼系统,只要调整或优化每个环的比例积分算法的参数,就可以达到理想的振动状态。事实上,除了与控制算法有关的控制参数外,引起伺服轴振动涉及的因素很多,有控制系统、伺服驱动等电气环节;电动机、万向节、轴承、丝杠螺母副、导轨及滑块等机械环节;也有电机内编码器和光栅尺等检测环节(见图2)。
以上任何一个环节发生状态变化,都会造成伺服轴机械性能的变化,因而控制参数和机械性能将不再匹配,其结果就是伺服轴在静态或动态情况下剧烈振动。尽管可以通过修改比例增益、积分时间等一系列控制参数,使电气控制与伺服轴的机械性能相匹配,但是其调整整个伺服轴平衡的能力是十分有限的,只是在机械环节出现轻微状态变化时才有效。
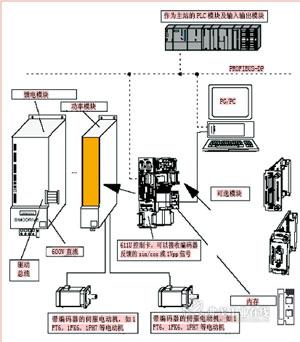
图3 611U伺服驱动示意图
2.振动源的分析
综上所述,电动机、编码器、万向节、光栅尺、导轨与滑块、丝杠及丝杠螺母等任何一个环节出现问题,都会造成伺服轴整体机械性能变化,与调试阶段所优化过的控制参数不匹配,从而造成伺服轴剧烈振动,影响加工质量,甚至伺服轴无法正常启动。由于涉及环节众多,维修人员只能通过经验来判断振动源,但是以上任何一个环节的更换都极其耗时耗力,如果判断失误将造成很多不必要的时间损失及徒劳工作。
上述任何一个环节本身都有其自身的机械性能特征,其表现出的振动特征不同,对整个系统振动的影响也会不同。经验表明,伺服轴每次出现振动故障的初期,其发生原因都是由单因素造成的,或者是丝杠过渡磨损,或者是轴承故障及其他单因素原因。故通过采集伺服轴出现振动后的振动数据,并与发生故障的环节,如轴承、丝杠等进行匹配,从而建立振动曲线特征库,这样对指导判断振动故障源将具有重要意义。
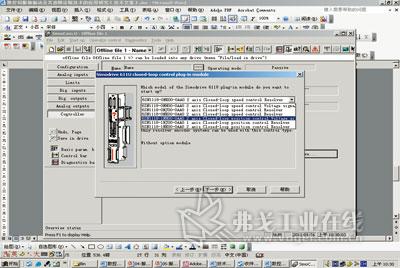
图4 611 U控制方式的选择
611U伺服驱动平台的开发
1. 611U伺服驱动平台的作用
6DL车间的数控系统为西门子840D数控伺服系统,考虑到加工质量安全、设备安全的原因,当伺服轴出现剧烈振动后,系统无法开启,这样就不利于在线判断振动的故障源,通常根据经验来判断并更换传动环节中的元器件,这样往往会出现判断错误的情况,造成不必要的损失。如曾出现由于伺服轴的振动,先后更换了轴承、3根丝杠、导轨和滑块等几乎传动环节中的每一个元件,但最终发现是由于光栅尺的原因造成的,造成了近4天的设备停台。故开发一种简易驱动装置,以在任何时候都可以将出现振动的伺服轴单独开启,并通过观察在线的振动特征,或采集振动特征数据来判断振动源将是一件有重要意义的工作。
2. 611U伺服驱动平台的方案设计
611U伺服驱动是西门子开发的简易数控系统,近年来在国产低端机床中有着广泛的应用,如我厂的部分辅助设备、部分数控专机就采用了此种系统。图3为611U伺服驱动的示意图。
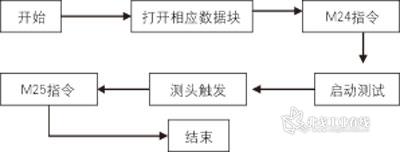
图5 PLC流程
(1)功能分析 此驱动平台的主要功能是为6DL车间伺服轴振动故障源的判断提供支持,故其具有两个重要特点:第一,此驱动平台可以单独驱动车间几乎所有的伺服轴,但是6DL车间伺服轴的规格众多,故选择车间功率最大的伺服驱动作为此驱动平台的驱动;第二,由于其用于现场维修,必须可以方便地移动,故电柜的选择及电源的提供方式等必须满足需要。
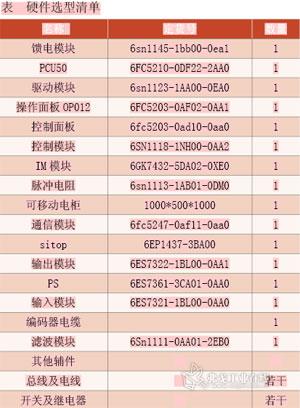
(2)硬件选型 根据对611U驱动平台功能分析的结果并兼顾成本与安全性,可以进行本项目硬件的选型以及硬件配置工作。表为611U驱动平台的主要硬件列表。
(3)软件配置及调试 软件配置中重点解决此伺服驱动的控制方式问题。考虑到此驱动平台主要为了给判断伺服轴振动源提供驱动工具的功能,拟采用位置控制的方式(见图4), 在软件配置及调试工作中还要解决数字输入输出量的配置、模拟输入输出量的配置及驱动平台的安全配置等问题。
自动校准伺服轴原位技术
当伺服轴出现振动故障后,通过611U驱动平台单独驱动任何一根伺服轴,并结合振动曲线的分析,迅速找到振动故障源,将损坏的元器件更换后,还需要重新校准机床的机械原位,才可以将机床恢复至可加工状态。由于专机的伺服轴校准原位十分简单,故此技术重点应用在加工中心上。
1. Renishaw测量原理及硬件安装
由于车间几乎所有加工中心都配置Renishaw测量系统,故考虑使用此装置实现自动校原位的工作。
2. 原始数据的收集
使用自动校原位技术前要收集车间所有加工中心X、Y、Z和B轴原位的原始数据。
3. 自动校原位技术原理
自动校原位技术的主要工作是完成实现此项技术的PLC/NC程序的设计。
(1)PLC程序的设计:PLC程序的作用是完成测头检测功能的各种辅助动作,如切削液的开启、测头是否在主轴上、测头故障及测头电池电量过低等各种信号的判断与处理。其流程如图5所示。
(2)自动校原位技术的NC程序设计原理:如果说PLC程序是完成测量的辅助功能,则NC程序是整个技术的核心。当找到故障源并更换损坏的元器件,就可以调用自动校原位程序。在夹具上的基准孔上首先测量X轴方向一个点,记录坐标X1,将X轴移动(其他轴保持原状)测量另一个点,记录坐标X2,则X=X1+X2为更换元件后基准孔中心的X轴坐标,设原始数据的X轴坐标为X',将X-X'补偿到相应原位参数中,则可以将X轴校准到正确的位置。采用同样办法可以校准Y轴位置。
结语
本文对我厂某车间数控设备伺服轴的振动故障的生成机理、驱动故障伺服轴的611U伺服平台的方案设计以及故障排除后的自动校原位技术等作了较为详尽的阐述,对今后此三项工作进一步开展和落实具有指导意义。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论