车身特殊涂装工艺

双色样车
本文主要探讨奇瑞汽车股份有限公司的色彩营销战略,为庞大的出租车市场提供不同的色彩需求,制定特殊双色车喷涂生产工艺,并着重介绍具体的喷涂工艺方案和施工中存在的工艺质量问题。
在国内汽车品牌的外观、性能、配置和价格日趋于同质化的市场环境下,汽车颜色逐步成为消费者选择、购买的关键因素之一,日益益显出其重要性。为了满足顾客需要,奇瑞公司涂装制造车间经过试喷论证,制订了具体的施工方案,成功实现了双色车的制造工作。
生产工艺方案的选择
如图所示的双色车颜色布局主要特点是车身立面腰线中间部位或是腰线以下颜色与车身主体颜色存在差异。经过组织涂装工艺技术人员和油漆厂家技术人员讨论制定方案,根据颜色不同的特点可以选择的喷涂方案有两个:
1. 方案一
(1)人工喷涂车身立面腰线中间部位或是腰线以下与车身主体颜色存在差异的区域,色漆、清漆喷涂完成后经烘炉烘干;
(2)人工对喷涂区域进行遮蔽,人工对车身主体喷涂区域进行打磨消除缺陷;自动喷涂机对非遮蔽区域喷涂色漆、清漆涂层。人工在清漆检查段撕除车身的遮蔽后经烘炉烘干。
出现的问题是,喷涂车身立面腰线中间部位或是腰线以下与车身主体颜色存在差异的区域时,会导致漆雾附着在车身主体,经自动机喷涂主体区域后经烘炉烘干的车身外观较差,存在涂层发雾和失光等缺陷。
2. 方案二
(1)人工喷涂中涂车身立面腰线中间部位或是腰线以下与车身主体颜色存在差异区域,完成色漆涂层的喷涂,由自动喷涂机完成车身整体清漆喷涂后经烘炉烘干;
(2)人工对喷涂区域进行遮蔽,人工对车身主体喷涂区域进行打磨消除缺陷,自动喷涂机对非遮蔽区域喷涂色漆、清漆涂层,在清漆检查段撕除车身的遮蔽后经烘炉烘干。
出现的问题是人工喷涂中涂车身立面腰线中间部位或是腰线以下与车身主体颜色存在差异的区域,完成色漆涂层的喷涂,自动喷涂机完成车身整体清漆喷涂后经烘炉烘干,在清漆涂层上涂着车身主体颜色,存在潜在影响涂层间附着力的风险。
涂层附着力验证工作:试验采用3块200mm×80mm膜厚符合工艺要求的“电泳底漆+中涂”的样板,“喷涂色漆+清漆”经烘干后,对3块样板进行重打磨、轻打磨和不打磨;二次“喷涂色漆+清漆”工艺后(用CC表示),3块样板总膜厚为160mm左右(各涂层膜厚均符合工艺要求);用2mm划格器测试涂层间附着力。结果显示:清漆涂层经过打磨可有效提高附着力,再喷涂色漆和清漆,涂层间附着力合格。
两个方案对比:方案一实施完成后会出现整车主体颜色涂层发雾和失光等缺陷,处理困难,需要对缺陷区域进行打磨抛光处理。而方案二实施完成后油漆外观满足质量要求,且经过验证附着力合格。综合两个方案的利弊,最终确定选用方案二作为双色车生产工艺。
施工工艺及辅助材料
1.制造流程
中涂层打磨→BC(手工喷涂)→CC(自动喷涂)→烘干→中涂打磨储备链→遮蔽→中涂层打磨→BC(自动喷涂)→CC(自动喷涂)→撕除遮蔽膜→烘干→修饰→交检。
2.配套中涂层颜色选择
涂装制造车间中涂漆颜色通常有3种(浅灰、白和深灰),可以根据双色车的主体颜色来选择中涂层颜色,也可直接选用浅灰色中涂进行配套。如整车前后保险杠颜色与车身不同,则中涂层的颜色选用可以放宽,从而降低色漆的膜厚,有利于单耗的控制。
3.辅助材料
(1)遮蔽辅具:通过对现场遮蔽操作可行性进行分析,根据特殊双色车的遮蔽特点制作一套辅助遮蔽模具进行参照,保证遮蔽效果的一致性。
(2)遮蔽材料:遮蔽膜(遮蔽区域使用)、黄色胶带纸(粘贴遮蔽膜使用)及塑基胶带(确定遮蔽线使用)。
过程质量控制点
双色车因施工工艺特殊,在施工过程中需要对各风险点进行质量控制,避免造成车身返工或报废。整车返工不仅会造成制造成本上升,还会因二次遮蔽问题造成双色交界区域外观较差,单件(四门、两盖)返工会造成色差等问题。总结施工过程中的风险点有以下几方面:
1.遮蔽质量控制
(1)遮蔽膜要完全贴合到塑基胶带所确定的遮蔽线,不能使遮蔽膜高出或低出遮蔽线的高度,遮蔽要严实不能出现漏遮蔽现象,遮蔽膜没有遮蔽到的地方,可以用胶带纸代为遮蔽,直到遮蔽严实;
(2)遮蔽后的车身进入中涂打磨,在打磨前需要对遮蔽情况进行检查,对存在的遮蔽不齐、漏遮蔽及过遮蔽等问题进行处理。
2.中涂层打磨质量控制
(1)中涂打磨需对第二遍喷涂车身主体清漆涂层进行全打磨,保证涂层间的附着力达到工艺质量要求;
(2)打磨时需要严格控制打磨操作方式,选用经过浸泡40min的1200#的水砂纸4~5张整齐叠放在一起,用大拇指和食指夹住砂纸的一角,让砂纸平放于手掌内,全掌施加均匀的力在车身上做旋转圆打磨(圆的直径要在10cm以上),可以有效避免在清漆涂层上打磨造成的砂纸纹情况;
(3)擦净工序对打磨后的车身进行擦净,需要特别检查遮蔽区域遮蔽膜上存留的打磨灰和水,这些必须要处理彻底;
(4)在清漆涂层上擦净操作方法不当,擦净时用力过大会致使粘性树脂粘于车身表面,面漆喷涂后涂层表面会有树脂印痕,正确的粘性纱布按压方法是粘性纱布中央轻轻用手按压,擦净搭接幅度重叠1/3即可。
3.撕除遮蔽膜质量控制
清漆喷涂完成后,撕除双色车遮蔽,需要注意首先撕下塑料遮蔽膜、黄色纸胶带,等待清漆晾干2~5min后,再撕除塑基胶带,撕除塑料遮蔽膜、黄色纸胶带、塑基胶带时要注意防止弹起造成油漆湿膜碰伤,撕遮蔽要求向后且向下呈15°~30°的角度匀速撕拆遮蔽。
4.双色交界区域质量控制
在清漆涂层上施工车身主体色漆和清漆,双色交界部位由于遮蔽原因膜厚存在差异,手触有明显分层感,修饰对双色交界处理方法是采用2000#砂纸对交界边缘进行轻度打磨,再使用抛光膏和抛光机恢复其原有光泽、鲜艳性,处理后分层感有明显减轻。
自动喷涂机参数设置
按照方案二施工,对于自动喷涂机喷涂车身主体色漆和清漆时,需要重新设置喷涂仿形和喷涂膜厚,减少遮蔽区域喷涂。作用有两点:便于遮蔽材料的撕除,防止因涂膜偏厚出现遮蔽线边缘出现清漆流挂或毛边、牙边的缺陷和减少涂料消耗。
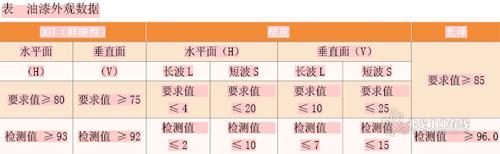
油漆外观质量
1.面漆打磨点(衡量车身质量的标准之一) 15~20个/车;
2.膜厚 平面145~160mm、立面140~155mm;
3.附着力检测 使用2mm划格器检测涂层间的附着力,均达到0级;
4.油漆外观数据良好(如表所示)。
结语
经现场施工验证,油漆外观达到了预期的要求,质量符合标准,方案2是可行的。目前此工艺已进一步得到完善。通过不断创新摸索,开发新的涂装工艺方案,满足企业的市场细分要求,提升涂装的生产工艺的多样化,提高产品的市场竞争力,可以为企业在激烈的竞争中赢得更大的市场份额。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖