多刀车削曲轴连杆颈工艺创新
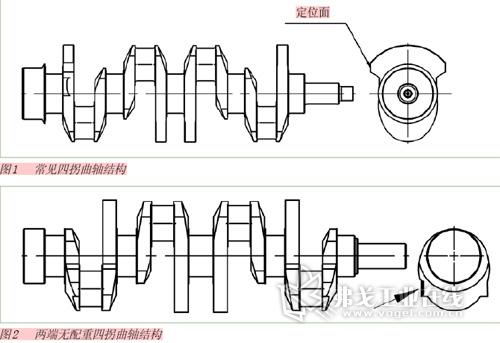
双刀专用车床角向定位一般是铣削配重铁边缘形成定位面,但对于两端无配重的曲轴则比较困难。本文采取了一种全新的、完全脱离依赖配重铁的定位方式。首先在末端弧顶处铣一平面加以定位加工曲轴第一、四连杆颈,然后再以第四连杆颈外圆定位加工第二、三连杆颈。经生产实践证明,该方法定位精度高,加工过程稳定。
目前,中小企业曲轴连杆颈粗加工多采用双刀专用车床,以四拐曲轴为例,如图1所示,曲轴常用的角向定位方式是采用在配重铁一侧加工一平面定位,但是若碰到如图2所示的曲轴,两端无配重,很难选择角向定位面,给加工带来了困难。
本文设计了一组两套夹具,改变原来夹具的定位方式,用一种全新的角向定位方法使其适用于多种结构类型四拐曲轴的加工,经过加工实践,效果很好,已推广至多台曲轴车床应用。
夹具设计
1.设计思路
由于两端无配重铁曲轴外形结构比较特殊,我们以图2所示的四拐曲轴为设计模型来考虑连杆颈的加工。多刀曲轴车床一次可加工同相位的两个连杆颈,两台车床需要两套夹具正好满足其要求。由于曲轴配重铁边缘不能设定位面,我们考虑在靠近凸缘端的曲臂弧顶一端铣出定位面(图2所示箭头所指部位),先在一套夹具上加工第一、四连杆颈,直径尺寸公差控制在0.1mm以内,然后再以第四连杆颈外圆定位在另一套夹具上加工第二、三连杆颈,这样就可完成所有连杆颈的加工。
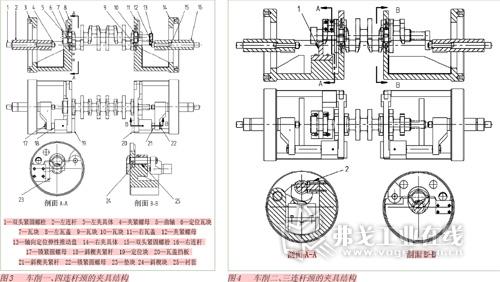
2.车削曲轴第一、四连杆颈夹具
如图3所示,该夹具主要由夹具体3、14,瓦盖8、11,连杆2、16,斜楔夹紧杆18、21,定位块19,定位瓦块6,轴向定位弹性推动盘13等零件组成。
夹具体一端与机床主轴箱连接,用螺栓紧固,调整好后配作锥销定位,夹具体另一端为卡盘结构。按工艺调整曲轴车床主轴箱,使左、右夹具体上瓦块的距离等于曲轴第一、四主轴颈之间的距离,然后拧紧主轴箱下的螺母。曲轴的定位采用瓦块结构,夹紧为斜楔式液压夹紧机构,由连杆2、16通过机床主轴箱中的液压缸传递来的推力传递给斜楔夹紧杆18、21,瓦盖8、11一端内孔中装有斜楔块24,如图3中的B-B视图,这样就通过斜楔夹紧结构将曲轴夹紧。曲轴的轴向定位靠定位瓦块6侧面来实现,角向定位靠垫块23定弧顶一侧平面来完成。该夹具右连杆16上设置一轴向定位弹性推动盘13,在夹紧主轴颈时顺势压向小头端面,这样就确保轴向定位面与定位瓦块侧面接触,有效地保证了轴向加工尺寸的稳定。
(3)车削曲轴第二、三连杆颈夹具
如图4所示,该夹具的组成部分基本上与以上所述相似,只是结构有所差别,定位夹紧方式相同。按工艺调整曲轴车床主轴箱,使左、右夹具体上瓦块的距离等于曲轴第二、三主轴颈之间的距离,然后拧紧主轴箱下的螺母。曲轴轴向定位靠定位块1实现,角向定位靠定位块2来完成。值得一提的是,角向定位是已加工的第四连杆颈外圆,这样就提高了工序加工精度和加工过程的稳定性。
设计这种夹具体时应注意以下几点:
(1)轴颈采用支撑瓦定位,瓦座孔的尺寸应足够大,以便加工其他大主轴颈的曲轴时,可通过更换瓦块来实现。
(2)以曲轴主轴颈最小档宽来设计瓦座和压盖的宽度 ,以保证结构尺寸相近的曲轴都能加工。
(3)加工曲柄半径不同的曲轴时,可通过更换偏心瓦块来实现 :即定位瓦外圆与内孔不同心,由此可调整曲轴的曲柄半径。
结语
该夹具角向定位彻底摆脱了曲轴配重铁,使得加工范围增大了许多。使用已经加工的连杆颈外圆定位,提高了工序加工精度,增强了夹具的刚性,加工过程稳定性大大增强。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖