涂装集成工艺的应用与分析
为了满足汽车制造企业对节约能源、清洁生产等要求,各知名涂漆供应商不断努力开发出相应的涂装集成工艺,以实现简化工艺、减少投资和使用成本及降低排放的目的。
据专家预测,今后10年将是世界汽车涂装工艺大变革的时期,油漆材料对提高汽车性能、减少投资、节能降耗和保护环境的作用,越来越被涂装行业技术人员所认同。各知名油漆供应商均以油漆材料为出发点开发出相应的集成工艺,简化了工艺,达到减少投资和运营成本、降低VOC和CO2排放的目的,满足了节约资源、清洁生产的要求。本文主要针对目前的涂装集成工艺进行阐述和分析。
PVC密封胶湿碰湿工艺
PVC密封胶湿碰湿工艺,指PVC密封胶施工后不需预烘烤,在其湿膜表面直接喷涂中涂油漆,然后随中涂油漆烘干室一起加热进行胶化成形。这种车用PVC车底涂料、密封胶不经过预烘烤进行施工的工艺,由于PVC密封胶表面和中涂油漆均为液态,故称为“湿碰湿”工艺。
该工艺节省了PVC烘干设备的投资和占地面积,简化了涂装生产工序,减少了涂装生产中对PVC密封胶预烘干的能源消耗,实现了降低汽车涂装生产成本的目的。然而,由于未凝PVC密封胶在与中涂进行“湿碰湿”涂装时,可能产生失光、变色及起泡等现象,故需关注PVC胶与中涂油漆的配套性。目前,PVC湿碰湿工艺在国内涂装车间已有应用,材料和技术较为成熟。
3C1B工艺
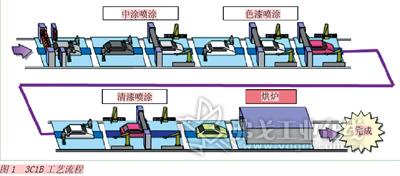
日本关西涂料公司、立邦涂料公司均开发了3C1B工艺,目前在国内成功应用于南京福特马自达汽车涂装生产线。该工艺采用喷涂中涂层漆闪干或低温烘干,直接喷涂金属底色漆、罩光清漆,取消了中涂漆烘干工序,故被称为“3C1B工艺(Three coat one back)”。该工艺涂膜性能可达到传统3C2B水平,涂膜在抗擦伤性、耐酸性方面表现优良,VOC排放得到良好的控制。3C1B工艺流程如图1所示。
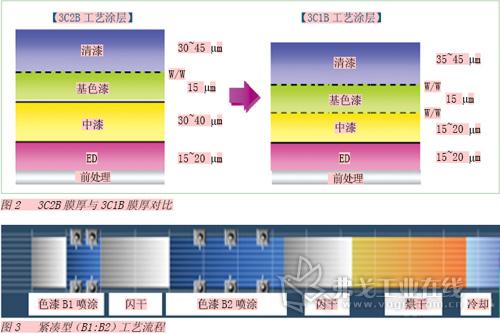
为保证涂膜具有良好的外观,须保证涂膜中有足够的溶剂以便涂膜能良好地流平,但又不会导致3层涂膜互相回融,所以通常在中涂喷涂、色漆喷涂后增加预烘烤工序。3C2B膜厚与3C1B膜厚对比如图2所示。
3C1B工艺的主要优点在于:取消了中涂的烘烤工艺,能够一定程度地节省能源;工艺简化,消除了中涂打磨、擦净工艺;降低了油漆材料消耗,减少膜厚约15~20 μm;减少了甲苯、二甲苯的排放;设备改造投资较小,所有设备均使用传统涂装设备。
3C1B工艺的主要缺点包括:对钢板、电泳漆要求较高,较好的钢板及电泳漆能提升涂膜外观;由于全部采用“湿碰湿”工艺,对环境洁净度要求高;由于“湿碰湿”工艺易产生色差、外观波动等异常,因此需要将喷涂环境温湿度控制好,使溶剂挥发速度稳定;使用3C1B涂料时,由于受到溶剂挥发速度、涂料融合性及涂料固化速度均衡等诸多因素影响,因此建议采用同一厂家涂料进行配套(底漆外),最好不要采用不同厂家涂料交叉使用。
紧凑型(B1:B2)工艺
PPG涂料公司提出了紧凑型(B1:B2)工艺,即将正常的中涂层取消,将原来的一道底色漆设计为两涂层(Base1和Base2),然后喷涂清漆,进行烘干。紧凑型(B1:B2)工艺流程如图3所示。
根据厂家资料,紧凑型(B1:B2)工艺的主要优点包括:涂层质量基本达到现有3C2B的质量水平;较传统3C2B工艺,可节约材料成本约100元/台,能源费用每年减少20%~30%;新建涂装线的一次性投资减少10%~30%,VOC排放减少30%以上;生产效率提高30%。目前,该工艺在国内无应用,应用情况有待验证。
无中涂汽车涂料体系(Eco Concept)
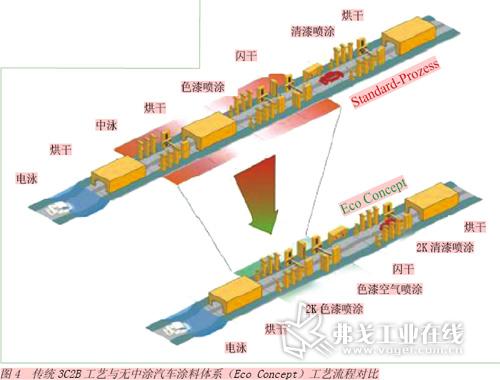
Eco Concept 是DuPont 涂料公司欧洲的研究中心自1995年与汽车厂商联合研发的节能环保涂装工艺,2005年开始全球推广。目前,全球已有多个工厂采用Eco Concept 工艺,如Daimler Chrysler不莱梅工厂、VW 西班牙工厂( POLO车型)等,实现了经济、节能及环保的目标。该工艺取消了中涂喷涂、中涂烘干工序,在电泳烘干后,直接喷涂DuPont 涂料公司的2K色漆、2K清漆,然后进行烘干。传统3C2B工艺与Eco Concept工艺流程对比如图4所示。
根据厂家资料,该工艺优点为:新厂投资较传统3C2B工艺节约30%,节能30%;油漆节约30%,溶剂用量较少。目前,该工艺在国内新建涂装线处于调试状态,实际应用情况还有待验证。

集成工艺
BASF涂料公司开发了集成工艺Ⅰ(适用于新建涂装生产线)、集成工艺Ⅱ技术(适用于新建涂装生产线或旧生产线改造)。集成工艺Ⅰ是在电泳烘干后,取消中涂喷涂、烘干工序,进行BASF涂料公司的水性底漆1喷涂、闪干,然后是水性底漆2喷涂、闪干,进行清漆喷涂,再进行烘干。集成工艺Ⅱ是在电泳烘干后,取消中涂喷涂、烘干工序,进行BASF涂料公司的特殊水性底漆喷涂、闪干,然后进行清漆喷涂、烘干。集成工艺Ⅱ在集成工艺I的基础上进一步缩短了涂装线,与集成工艺I相比,省略了色漆之间的闪干步骤。集成工艺流程分别如图5、图6所示,目前该工艺在欧洲有应用。
根据厂家提供的数据,该工艺的主要优点包括:较传统3C2B工艺硬件投资节约15%~20%,人员等运营成本降低30%,节约基础能耗、CO2和三废排放20%,油漆材料消耗降低25%;可实现所有颜色喷涂(三涂层白珠光除外);除可用于新线之外,也可用于旧线改造,无需预闪干,色漆总膜厚20~30 μm无针孔。
该工艺整车外观主要依赖于电泳底材的好坏,根据宝马MINI Oxford工厂的实际应用,获得了良好的目视效果,实现一次合格。
结语
上述各种集成工艺除PVC密封胶湿碰湿工艺、3C1B工艺在国内有应用以外,其他集成工艺尚无应用,各汽车厂商的涂装生产线应结合自身实际情况慎重地应用,关注各集成工艺、与之对应的油漆材料配套性问题,从而降低风险,达到节能环保、降低投资和运营成本的目的。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖