曲轴现代粗加工方法的选择
曲轴粗加工有多种加工方式,每种加工方式各有优缺点,通过对比,结合实际,可以为曲轴粗加工工艺的最终选择提供参考依据。
现代曲轴主要包括小型轿车曲轴(直列3缸、直列4缸等)、中型轿车曲轴(V6、直列5缸等)、大型轿车/小型载重货车曲轴(直列6缸、V6/V8等)、中型载重货车曲轴(V10、V8等)以及大型载重货车曲轴(直列6缸、直列8缸等)。针对不同的曲轴、不同的产能和节拍以及不同的加工要求,无法找到一个通用的单一加工方案,每一个品种的加工都需要单独进行考虑。表1所示为某轿车发动机用曲轴和某载重货车用曲轴的相关参数及加工性能对比,可见加工工艺和要求必然有很大不同。本文以粗加工为例,对比几种加工方式的优缺点,以期为曲轴粗加工工艺的选择提供参考。
曲轴粗加工的常用工艺
曲轴粗加工常采用的加工工艺有内铣、外铣以及车/梳车。内/外铣加工的主切削由刀盘高速旋转产生,进给由工件的回转和刀盘的选择产生,偏心轴颈的加工由刀盘在X轴圆周插补实现。车/梳车加工与多刀车削相同,刀盘有45个刀座,可根据刀具的寿命合理安排姊妹刀片。他们的原理及性能对比如表2所示。

1. 内/外铣工艺的技术优势
目前国内很多发动机企业选用内铣和外铣的加工工艺,其特点和优势如下:
(1)内铣的刀盘直径一般为200~250 mm,刀片数约40片,刀具寿命约400~500件(每调整一次);外铣刀盘的直径一般为700 mm,刀片数为200以上,刀具寿命约4 000件(每调整一次);
(2)由于可以节省较多的辅助时间(调刀、换刀以及换刀后的质量调整等),而且外铣的机床开动效率要高于内铣;
(3)由于内铣的刀盘直径小,其加工力矩与外铣比相对要小,即内铣可大负载(大余量)加工。
2.车/梳车工艺的技术优势
相对于内铣和外铣加工工艺,车/梳车加工工艺的特点和优势是:
(1)加工的质量(直径、圆度和表面粗糙度等)略优于铣削加工;
(2)柔性要优于铣削加工,加工的轮廓受刀盘轮廓影响小。
加工方法的选择及优先使用场合
选择加工方法通常要考虑的因素较多,主要的因素及其对比见表3。
通常来说,内铣主要用于大排量锻件曲轴的主轴颈及连杆轴颈的加工(毛坯去除余量大且不规则);外铣主要用于节拍要求高,排量较小的轿车、轻型载货汽车的曲轴主轴颈及连杆轴颈的加工(毛坯余量不太大);车/梳车主要用于主轴颈、凸缘和小头的加工(尤其适用于有轴向沉割的轴颈和不同轮廓轴颈的加工)。

在实际工艺选择时,应针对不同的产能和节拍以及不同的加工要求,并结合企业实际情况,结合现有的工艺条件进行比较分析,选择最适合的加工方法。比如:如果生产线产能小(年产小于5万),工件毛坯余量小和均匀,且要求多品种生产,一般主轴颈粗加工多采用车/梳车加工工艺,连杆轴颈采用内铣或外铣;如果要求大批量生产(年产15万以上/2班,需要尽量减少辅助时间),毛坯余量一般,一般轴颈尽可能多的采用外铣加工,凸缘和小头采用车削加工;如果生产线产能一般(年产5~15万/2班),毛坯余量大且不一致,一般轴颈则尽可能多地采用内铣加工,凸缘和小头的加工采用车削加工。
应用实例
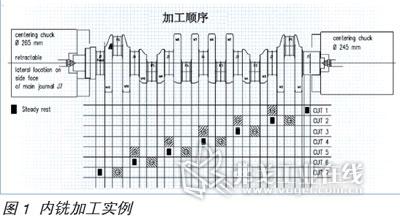
1.内铣
如图1所示的6缸发动机钢质曲轴,HRC<35,采用内铣加工工艺加工主轴颈J2~J6和连杆轴颈P1~P6,包括加工平衡块侧壁,节拍5.3 min。
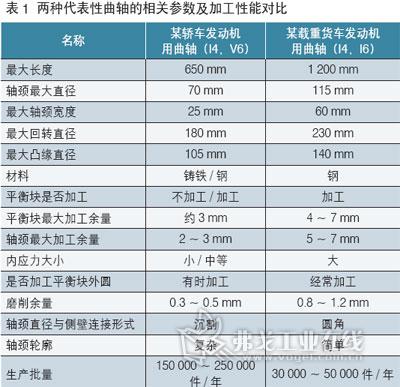
2.外铣
如图2所示的4缸发动机铸铁曲轴,采用外铣工艺半精铣连杆轴颈P1~P4,节拍0.75 min。
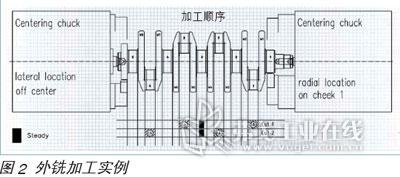
3.车/梳车
如图3所示的4缸发动机铸铁曲轴,采用车/梳车工艺半精车/精车主轴颈J1~J5、凸缘和小头,节拍2.33 min。
结论
综合来看,曲轴粗加工的工艺选择应注意以下几点:
1.铣削加工的生产效率约为车削加工的3倍,应尽可能多的采用铣削加工以降低设备的投资;
2.铣削加工的稳定性要比车削加工可靠,而且由于车削工件需高速回转,工件会有较大的离心力作用于机床,会导致机床的故障率较铣床多;
3.铣削加工的柔性要高于车削加工,铣削既可加工同心轴颈也可加工偏心轴颈,而车削加工仅可加工同心轴颈,但有轴向沉割的轴颈只能采用车削加工;
4.铣削加工对轴颈轮廓的一致性要求较高,而车削加工就无此要求;
5.一般曲轴的粗加工需要将铣削和车削工艺结合起来考虑,依据曲轴的特点和生产能力的要求进行组合,以便得到质量和投资的最优结合。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖