飞轮壳生产线规划
图1 飞轮壳
飞轮壳是发动机的一个关键部件,实现发动机与变速器的有效联接,通过它的变化,同样的发动机可以搭载于不同的汽车。飞轮壳的生产线规划是生产制造的前提,本文介绍了飞轮壳生产线规划项目。
飞轮壳壳体具有复杂的结构,面对多品种、小批量和定单化的市场需求现状,为了实现高效、高柔性、高精度和低成本的飞轮壳加工,我公司规划了一条刚柔结合(专用设备与通用设备组合)的飞轮壳生产线。
产品结构特点和技术要求
飞轮壳形体复杂,具有较多孔系,壁薄,形似盆状(见图1),其表面具有多处孔系加工及面加工,工件的刚性差,加工时易变形,属难加工零件,因此飞轮壳加工具有严格的精度要求。如:主要安装孔(止口、定位销孔)尺寸精度一般为IT8~IT9,表面粗糙度Ra1.6mm,相对位置精度IT7~IT8,主要装配面(发动机安装面、变速器安装面)平面度公差为0.1mm,表面粗糙度Ra3.2mm,主要安装孔与装配面垂直度为0.1mm。

新生产线规划前分析
我公司现有多种型号飞轮壳产品,主要应用在中型和重型卡车上,每个产品市场需求量从5000~40000件不等。随着卡车行业发展,预计未来年需求量在15万件左右,而现有飞轮壳生产线能力只有4.3万件,产能存在严重的缺口。而且,现有生产线工序集中、瓶颈工序节拍长,生产物流方式为叉车和平衡吊,物流路线长,设备可动率低。为了满足未来的市场需求,需要规划一条新的生产线。现有飞轮壳生产线基本情况见表1。
现有飞轮壳生产线主要是由立式数控车、立式加工中心和卧式加工中心组成的多品种混流生产线,其优点是柔性强,可以满足多品种混线生产。但设备为单轴加工,瓶颈工序导致生产线节拍长,生产效率低,产能不足,单件加工成本高。专机生产线可以实现多轴加工,生产效率高,生产能力大,单件加工成本低,但生产品种单一,不能满足多品种混流生产。综合分析比较我们推出了加工中心与专机结合的规划方案。
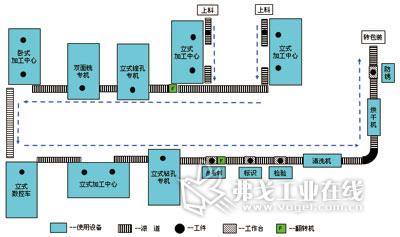
图2 生产线布局
新生产线规划
1.新生产线飞轮壳工艺流程见表2。
2.新生产线平面布局见图2。
新生产线按年产10万件飞轮壳进行规划,采用加工中心、专机和立式数控车组合布线;物流线采用动力滚道配备翻转机;零件采用智能化升降托盘从滚道移至夹具并一次安装定位;生产组织方式采用单个品种轮番生产,班制实行4班3运转,每班定员6人。
新生产线规划特点
1.生产形式
根据产品特殊特性,关键工序采用高精度柔性设备来保证,非关键工序适度采用专用机床,充分发挥加工中心和专用机床优势,实现了加工中心柔性化与专用机床高效率的统一,适应未来产品大批量和专业化的连续生产。
2.加工工艺流程
飞轮壳属于薄壁类零件,刚性差,粗加工后零件会显著变形。新工艺流程采用粗加工(外协)后再半精加工、精加工,消除了粗加工时零件自身内应力释放对加工精度的影响,提高产品加工质量。
3.消除瓶颈工序
生产线节拍均衡,无瓶颈工序,每道工序加工时间约为4.2min/件,设备可动率达到85%,大幅度提升了产能,零件单件加工成本降低了20%。

4.设备选型
关键工序采用高精度的双工位立式加工中心,其定位精度为0.005mm,重复定位精度0.002mm,机床主轴跳动小于0.005mm,主轴最高转速12000r/min,快移速度50m/min,换刀时间(刀─刀)2s。粗加工设备采用刚性强、转矩大的专用机床,各专机均采用自动送料、出料及自动装夹定位,根据不同产品可快速更换刀具,实现高效重切削加工。
5.夹具、刀具
夹具采用多点联动式保压夹具,同时运用防错技术,减少人为因素对质量的影响;刀具采用定时换刀管理系统,主要刀具采用高耐用度CBN材料,延长刀具耐用度,控制产品尺寸稳定性,实现高速切削。
结语
新的生产线综合考虑了各方面要素,提高了效率和质量,降低了成本,实现了最大程度的柔性。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖