电动汽车的总装生产线工艺
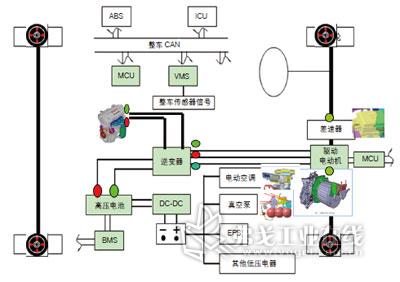
图1 混合电动汽车工作原理
随着节能、环保等问题日益受到重视,电动汽车开始投入生产并推广应用。与传统汽车生产的装配工艺相比,电动汽车既有其特殊性,又与传统汽车有共同之处,在新生产线规划阶段,企业应充分分析两者的工艺不同点,努力实现两种车型的混线生产。
如今人们的出行离不开汽车,然而,大规模汽车的应用引发的大气污染、全球变暖及资源迅速递减等成为全球关注的问题。近10年来,人们致力于发展高效、清洁的代步工具,即电动汽车。电动汽车完全由可充电电池(如铅酸电池、镍镉电池、镍氢电池或锂离子电池)提供动力源,大部分车辆直接采用电动机驱动,有一部分车辆把电动机装在发动机舱内,也有一部分直接以车轮作为4台电动机的转子,后者技术含量更高。

图2 动力蓄电池布置示意
电动汽车工作原理
电动汽车主要是应用电动机驱动装置和动力蓄电池组替换发动机与燃油系统以及发动机进排气系统等附件,图1重点描述了混合电动汽车串联工作原理。
纯电动汽车工作模式为:由外接电源通过BMS(电池管理单元监测和控制动力电池工作)对动力驱动电池充电,动力电池对整车逆变器提供低压二相电,再由逆变器将低压二相逆变成高压三相提供电力给驱动电动机,由MCU电动机控制器监测和控制驱动电动机工作产生动力,经差速器传给半轴带动车轮前进。

图3 动力总成夹具
燃油汽车工作模式为:由增程器燃烧燃料产生电力,对整车逆变器提供低压二相电源,再由逆变器将低压二相逆变成高压三相提供电力给驱动电动机,由MCU电动机控制器监测和控制驱动电动机工作产生动力,经差速器传给半轴带动车轮前进。
电动汽车与传统汽车装配工艺区别
在国内,电动汽车产业化生产装配线比起传统汽车生产线屈指可数,电动汽车与传统汽车有哪些工艺区别?如果电动汽车在传统车生产线通过会出现哪些与传统车工艺的不同点?下面我们通过对公司目前开发的两款电动车生产线内饰一底盘和内饰二检测的顺序,进行说明。
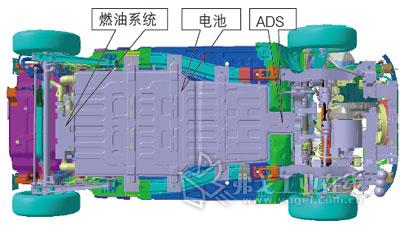
图4 电动汽车底板电池布置
总装车间内饰一装配生产线,主要完成电动汽车高压线束、动力蓄电池等零部件装配。图2为电池结构,因每块电池质量在100kg左右,助力机械手装配电池过程中机械手与内饰一输送线同步运动,生产线节拍为120s,机械手负重从侧门与后背门进入油漆车身过程中要规避车身刮伤,与整车后底板紧固螺柱的导向配合,完成电池的紧固。这种动力蓄电池的装配一般至少需要300s才能完成,此处为电动汽车装配的瓶颈工位,产品工程师在做电动汽车电池布置过程中一定要考虑电池重量。同时,与车身螺栓孔对位置性差,应尽量设计成带导向的螺柱,电池孔位U形进入螺柱内,节约在线装配工时且降低装配难度。

图5 电池合装小车
底盘分装工位驱动电动机与减速器及悬置总成等,可在传统车动力总成分装线改造完成,发动机与变速器支撑销沿夹具四周布置,电动汽车驱动电动机减速器托块在夹具中间处(见图3),两种车型基本上无空间干扰因素。
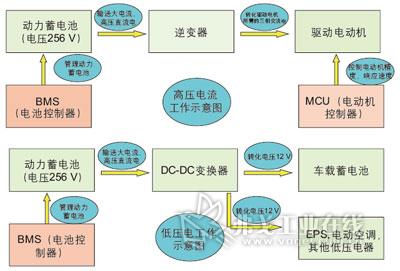
图6 电动汽车高低电压工作原理
在底盘合装工位,电动汽车动力总成及后轴合装设备可与传统汽车共用。电动汽车动力蓄电池布置在底板下部(见图4),重量约100kg以上,由10~12个螺栓或螺母紧固。在底盘生产线新增电池合装小车1台,由机械手将动力蓄电池放置在电动合装小车夹具上(见图5),电动合装小车两侧夹爪卡在吊具上与吊具实行同步装配,两名操作员工完成电池与底板紧固后夹爪落下,电动合装小车自动返回至起始位置。此种工艺的实现投资较少,在120s节拍内实现不了合装工艺,需要300s以上。动力蓄电池合装占用生产线两工位,传统车底盘工位只占据整条生产线15%~20%工位数。换句话说底盘工位数少,在新建生产线规划过程中需考虑的是,底盘电池合装工位数比传统车工位数多,此处需预留工位。
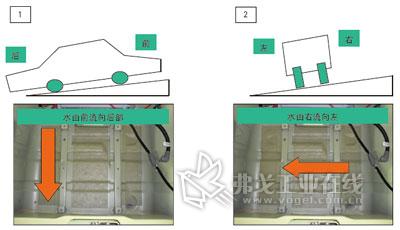
图7 电动汽车淋雨段设置装置
内饰二生产线主要完成前仓增程器装配,在整车进入CP7检测线前完成整车绝缘检测等工作,为提升整车产品质量,对整车高压电与低压电工作原理需理解(见图6)。在保证整车装配完成后,使用绝缘表依照产品装配技术条件进行检测,保证整车是绝缘状态。操作工人在检验过程中带绝缘手套,以保证人身安全。
电动汽车四轮定位仪、侧滑、制动试验、动态检测及最终检测与传统车型基本相同,淋雨试验因为产品构造问题在工艺上有所不同。相比汽油车而言,出现后仓漏水后,电动车返工量极大,且需俩人拆卸及装配电池。为杜绝此种情况,在产品设计阶段建议工程师预留后备箱电池处的底板出水孔,同时在淋雨工段末端设置一倾斜装置(见图7),让雨水从整车中漏出。
结语
不同企业电动汽车布置原理不尽相同,电动汽车工艺尚处在摸索成熟阶段,在以后新生产线规划阶段,要充分考虑电动汽车与传统汽车的工艺不同点,考虑到两种车型的混线生产。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖