提高焊装生产的自动化率
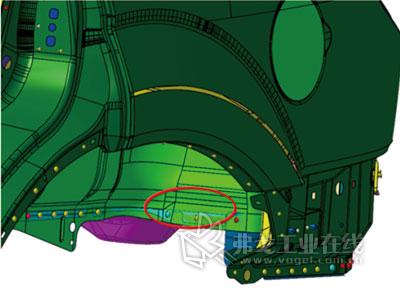
图1 侧围轮罩与后地板焊接部位
针对车型的特点制定合理的自动化率可以避免过多的成本投入,增加后期利润,保证和提升车身品质。制定合适的自动化率的原则包括车型生产纲领、车身品质要求、人工焊接的可操作性、人工工资水平以及自动化设备技术的要求。
焊装线体的自动化率是体现线体、车间自动化程度的一个主要指标,也是公司技术实力、生产能力的象征。随着现在人力成本的不断增加,车型产能的提升,给自动化率的提升提供了前提条件。
自动化率定义及计算方法
自动化是指机器或装置在无人工干预的情况下,按规定的程序或指令自动进行操作或控制的过程,其目标是“稳、准、快”。自动化率是衡量自动化程度的指标,通常是用自动化的工作量与总工作量的比值来计算。
焊装自动化率有三种计算方法:第一种,自动化率(车间自动化率)=自动焊接点数/车间内作业焊接点数×100%(自动焊接点包括机器人及自动焊焊接的焊点);第二种,自动化率=机器人数量/(线体单班总人数+机器人数量)×100%;第三种,自动化率(线体自动化率)=线体机器人焊点/线体焊点数量,其中,线体是指除分总成外且总成分为几个连续的工位,一般包括机舱线体、前地板线体、中后地板线体、侧围线体、车身下部总成线、主焊线及补焊线。
第一种自动化率计算方法应用较广泛,主要在丰田、现代及国内自主品牌汽车企业中广泛应用。

图2 人工与机器人所产生的费用对比
各公司自动化率对比
针对长城汽车腾翼C30、北京现代悦动、天津丰田卡罗拉、江淮和悦和奇瑞A16车型,进行焊装自动化率的对比(见表)。从表中可看出,自主品牌车型的自动化率程度较低,而日、韩合资公司的自动化率程度较高,尤其是北京现代,自动化率达到了100%。

自动化率制定的原则
制定合适的自动化率的原则有车型生产纲领、车身品质要求、人工焊接的可操作性、人工工资水平以及自动化设备技术的要求,以下对制定自动化率的各个原则分别进行阐述。
1. 车型生产纲领
根据车型定位及预计的生产纲领制定自动化率,当生产纲领偏小时(约为3万台/年),适合采用低的自动化率,即只有主焊线总拼工位和顶盖焊接工位使用机器人焊接。这样设备投入成本少,成本收回时间短;当生产纲领约为5万台/年时,适合采用中档的自动化率,车身下部总成关键工位、主焊线关键工位及机舱总成工位使用机器人或自动焊设备;生产纲领不小于10万台/年时,宜采用较高的自动化率,建议车身下部总成线、主焊线、补焊线及分线体总成工位均使用机器人焊接。总之,建议生产纲领越大越要采用高的自动化率。
2. 车身品质要求
根据对车身品质的不同要求,采用适当的自动化率。采用机器人或自动焊接设备进行焊接,可以避免人为因素造成的焊接质量缺陷,从而减少对车身品质造成的影响。上海大众车型的顶盖和行李箱盖外板采用激光焊接,以提高车身品质。可以说,对车身品质要求越高,越适宜采用高自动化率。

图3 下边梁自动焊设备
3. 人工焊接的可操作性
车身焊接过程中,存在很多人工操作困难的部位,这些部位造成人工劳动强度大,容易出现安全事故。为了减少和避免这些问题,应该在焊接这些部位的工位布置焊接机器人或自动焊接设备,例如,主焊线的侧围边梁下板焊接工位、主线上的后轮罩焊接工位等(见图1)。
4. 人工工资水平
人工工资水平的不断增长,人力成本的增加,进一步推动了焊装线体实现较高的自动化率。机器人、自动焊等焊装设备的成本增长幅度比人力成本增长幅度小得多,我们对比了人工与机器人所产生的费用(见图2),得出1台机器人代替双班的2个操作人员,设备成本收回时间是固定的,约为3.13年。
5. 自动化设备技术的要求
一般来说,汽车企业要根据其对冲压制件、车身质量等自身特点确定是否有能力使用自动化设备。例如,机器人弧焊对于车身的精度及稳定性要求很高,制件间隙小于0.5 mm,位置公差控制在±1 mm以内,国内一般公司很难达到,如果使用自动化的弧焊设备就会造成后期的调试、调整及返工的工作量大,存在很大的浪费风险。所以,焊装自动化率的制定也要考虑自身的现状以及自动化设备的要求。
自动化率程度越高,后期效益越大,但相应地投入成本提高,也会存在设备闲置、浪费的风险。所以合理的自动化率要综合多种因素考虑,不能片面地强调减少投入成本、降低风险及避免高自动化,也不能一味的追求省人化、自动化。
生产后期提高自动化率的方法
自动化率是车型开发前期通过整合各线体的工艺方案,统计自动焊接的焊点后计算得出的,后期如果不进行较大规模的线体变动很难将自动化率提升,而制定方案本身的目标就是后期无改善,所以自动化率主要是在规划线体方案时制定的。在生产后根据现场的情况可以对现场进行适当的改善,主要方法有两种,即增加自动焊设备和外协焊接分总成制件。
1. 增加自动焊设备
在生产现场,针对车身复杂部位和人工操作困难部位,通过现场改善增加自动焊焊钳,如顶盖总成工位的焊接、天窗部位和顶盖横梁焊接部位可以全部采用自动焊设备焊接。在车身总成工位,车身下边梁的一列焊点可以采用自动焊接设备焊接(见图3)。
2. 外协焊接分总成制件
将对质量影响相对较小的焊接分总成外协,或者按照总成的级别,将级别低的进行外协,这种方法可以减少车间内的作业焊点数,但实际的整车自动和人工焊接的焊点数量没有变。北京现代焊装车间的悦动车型,外协夹具达到了196套,总成制件有100多个,其中包括前地板、中后地板等部分三级总成和前围上部、侧围外板加强板等所有4级分总成。车间内只剩余机器人和自动焊等焊接设备,这使得悦动车型线体的自动化率达到了100%。
结语
随着社会的进步、科技的发展、人力成本的增加及对车身品质要求的提高,各自主品牌公司车型焊装线体的自动化率也在逐步的提升。针对车型的特点制定合理的自动化率是精益思想的体现,合理的自动化率可以避免过多的成本投入,增加后期利润,保证和提升车身品质。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖