车架CO2气体保护焊的质量控制
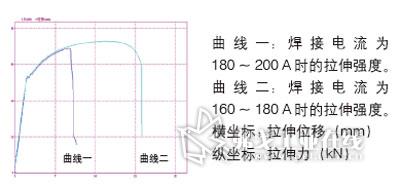
图1 焊接强度曲线
焊接参数的控制是CO2焊接质量控制的关键,本文提出了影响焊接质量的工艺参数及其控制方法,通过优化各种参数,提升了焊接质量。
CO2气体保护焊以其高效率、低成本且焊后不需清渣的优点广泛应用于制造行业,我公司皮卡、SUV的车架均采用这种焊接方式。
车架质量控制的重点是焊接参数控制,现车架车间CO2气体保护焊主要工艺参数有:焊接电流、电压、气体流量以及焊接速度等。下面对以上几种参数对焊接质量的影响进行分析并通过各种焊接试验对工艺进行后续验证,以确定最佳规范。
电流、电压、气体流量之间的最佳配比
1.焊接电流
根据焊接条件(板厚、材质等条件)选择相应的焊接电流,CO2焊机调电流实际上是调整送丝速度。
2.焊接电压
提供焊丝熔化能量,即电压越大,焊丝熔化速度越快。因此CO2焊机的焊接电流必须与焊接电压相匹配,即一定要保证送丝速度与焊接电压对焊丝的熔化能力一致,以保证电弧长度的稳定。如电流与电压不匹配,会出现下列缺陷:电压过大时,焊丝熔化速度加快,弧长变长,易产生气孔、焊道变宽、熔深和余高变小;电压过小时,焊丝熔化速度变慢,弧长变短,飞溅变大,焊道变窄、熔深和余高变大。
3.气体流量
生产过程中由于保护气体纯度不足或保护气氛不好会造成气孔、焊缝成形差及裂纹等缺陷。为防止这些缺陷的发生,规定在无风作业下,气体流量一般为10~15L/min为好,经验证焊接效果良好。但是由于环境限制,如夏天天气较热,车间必须开电风扇,就要求电风扇禁止直接对焊接区,气体流量也要适量的加大以保证气流有足够强度,加强保护效果。

图2 焊缝外观质量对比
4.电流、电压及气体流量之间的最佳配比验证
(1)针对车架车间热轧板,采用DOE的试验方法,每种组合的试片,采用3种因子(电流、电压和气体流量)、3种水平的对应关系,得出9组试验数据,即每种组合需要使用9种不同参数,焊接9组试片,来确定最佳的参数。以3.5mm厚钢板为例,这些对应关系见表1。
(2)根据相应的水平与因子及打分进行数据分析,制作正交表(见表2)。
按照以上计算,原则上讲最优方案为第五组方案:电流160~180A ;电压22~25V;气体流量7~12L/min。由表2可以看出,焊接电流为影响焊道质量的主要因素,考虑焊接的稳定性及车间作业时风的因素,选取较优方案:电流160~180A;电压22~25V;气体流量10~15L/min。针对此参数再次进行试片确认,对外观质量及焊接强度进行评定(拉伸试验合格),分数为29.625分,此参数焊接性良好,满足车间生产要求。
焊接速度
焊接速度受操作者技能影响较大,如焊接速度过快,焊道变窄,熔深和余高变小,容易引起咬边。如焊接速度过慢,单位长度上熔敷量增加,熔池体积增大,熔深反而减少而熔宽增加,还会引起焊缝过烧。

下面针对板厚、参数对焊接速度的选择做出相应说明,分两种情况一种是相同板厚不同参数焊接速度的选择,一种是不同板厚相同参数焊接速度的选择。
1.相同板厚不同参数焊接速度的选择
焊接电流决定送丝速度,即焊接电流越大,送丝速度越快,随着焊接电流的加大,送丝速度的加快,相应焊接速度也需要加大,即保证单位面积内焊缝热量相同。随着产量的增加,车架产能提升迫在眉睫,而焊接速度就成为一个制约产能提升的一个重要因素,如何根据焊工的操作熟练程度,在提高焊接电流的同时,相应提高焊接速度,就显得比较重要。这就需要进行相应的试片试验验证车间能满足的最大电流及其对应的焊接速度。
通过对车架车间3.5mm试片试验,在保证焊缝外观的前提下,得出焊接电流、电压与焊接速度最优的对应关系(见表3)。
两种参数对应的焊接强度曲线如图1所示。图1可以看出,曲线二焊缝强度要明显高于曲线一的焊缝强度,且曲线一试片断裂位置在焊缝处,曲线二试片断裂位置在母材。
由此可见,如焊接电流调至180~200A,由于受到人员技能的影响,操作能力不足,最终导致焊接质量不能满足要求。所以车架车间人工焊接电流最大调至160~180A,机器人可以根据需要做适量调整。
2.不同板厚相同参数焊接速度的选择
车架组成零部件众多,板厚为2~6mm,其中3~6mm部位焊接电流为160~180A,此参数的选取是由于一台焊机既需要焊接3mm的板厚,又需焊接6mm的板材,经过综合分析选取。然而3mm板厚与6mm板厚对焊缝成形情况,熔深和焊角高度等条件要求不同,怎样实现一种焊接参数对不同板厚之间的焊接,控制焊接速度就成了关键。当焊接3mm板材时,焊接速度保持12mm/s;而焊接6mm板材时,为了实现单位焊缝热量的增加,焊缝熔深及焊角高度的增大,需降低焊接速度,即保持8mm/s。

焊丝
CO2气体保护焊使用的焊丝属于实心焊丝,焊丝既作填充金属又作导电的电极,所以焊丝既要具有一定的化学性能和机械性能,又要具有良好的导电性能和工艺性能。
在选用焊丝时,首先考虑母材的化学成分和力学性能,通常焊丝与母材的成分尽可能相似,但因CO2是一种氧化性气体,在电弧高温区分解为CO(形成气孔)和O2,具有强烈的氧化作用,使合金元素烧损,所以焊接时为了使焊缝中的气孔减到最少和保证焊缝金属的力学性能,必须采用含有Si、Mn等脱氧元素的焊丝,Si、Mn一部分进行脱氧,另一部分改善焊缝性能。
保护气体
气体既是电弧的介质又隔绝空气保护焊接区。目前使用的保护气体有两种,一种为CO2气体,一种为CO2与Ar的混合气体。混合气体与纯CO2焊接相比有以下好处:
1.降低SiO2·MnO氧化物的生成
由于CO2是氧化性气体,跟金属中Si、Mn发生反应会生成SiO2·MnO,并悬浮于熔池表面,电泳时无法附着电泳漆,且氧化物随着车架的振动容易脱落,使车架的防锈能力大打折扣。将纯CO2改为80%Ar+20% CO2后,氧化物明显减少,具体如图2所示,上图部分为纯CO2气体,下图部分为80%Ar+20% CO2混合气体,焊道上黄色结晶物就是氧化物。
可以看出,使用混合气体后降低了气体的氧化氛围,有效减少SiO2·MnO的产生 ,对车架的生锈、腐蚀起到一定的预防作用。
2.改善焊缝成形及降低飞溅
气体更改为混合气体之后,能够使电弧形态相对扩张,电弧对熔滴的排斥作用减弱,显著提高电弧稳定性,熔滴细化,过渡频率增加,飞溅大大减少,焊缝成形美观。此外,采用混合气体保护还可以改善熔深形状,未焊透和裂纹等缺陷大大减少,并能提高焊缝金属的性能,减少焊后清理工作量,节能降耗,改善操作环境。
焊丝干伸长
焊接过程中,保持焊丝干伸长(焊丝导电嘴端部到焊丝端头的距离)不变是保证焊接过程稳定性的重要因素之一。当焊丝干伸长过长时,气体保护不充分,易产生气孔,引弧性能差,电弧不稳,飞溅加大, 熔深变浅,成形变坏;而干伸长过短时又会导致看不清电弧,喷嘴易被飞溅物堵塞,飞溅大,熔深变深,焊丝易与导电嘴粘连。
为保证焊接稳定,选择合适焊丝干伸长L(L=(10~12)×φ,φ为焊丝直径,L0.8=8 ~10 mm,L1.0=10~12 mm,L1.2=12~15 mm。)
结语
通过DOE分析并经后续验证得出电流、电压、气体流量及焊接速度最佳配比,并通过车间实际生产进行验证。通过试验验证相应板材、电流对应焊接速度进行相应试验,确定焊接速度与电流、电压的对应关系,使其满足生产需求。通过对焊丝成分分析及验证,最佳焊丝ER50-6,此种焊丝合金元素Si、Mn含量大于母材且生成氧化物适中。通过气体更改(CO2更改为混合气体),MAG焊焊缝成形好,飞溅大大减少,焊缝金属的综合性能优于CO2气体保护焊。通过对焊丝干伸长的控制,能有效保证焊接的稳定性,减小焊接飞溅。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖