差速器壳车削工艺及加工精度的改进
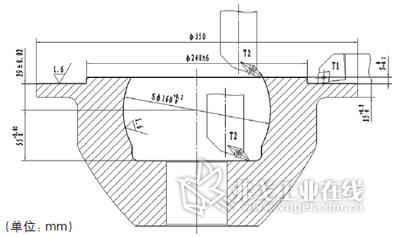
图1 某差速器壳加工示意
差速器是汽车中的重要部件,其壳体的结构及加工精度直接影响差速器的正常工作,因此研究差速器的加工方法和工艺的编制是十分必要和有意义的。通过调整车削加工中刀具的顺序和加工部位,改进差速器壳工艺流程,可有效提高加工精度。
汽车差速器是驱动桥的主件,主要作用是在向两边半轴传递动力的同时,允许两边半轴以不同的转速旋转,满足两边车轮尽可能以纯滚动的形式作不等距行驶,减少轮胎与地面摩擦。差速器由行星齿轮、差速器壳及半轴齿轮等零件组成。其中,差速器壳为主要零部件,其加工精度对差速器及整桥正常工作有很大影响。
差速器壳的关键重要尺寸往往是加工中的难点,本文通过对国际刀具的选型,对该产品结构特点及国内设备精度水平进行分析,通过改变加工工艺步序及在不影响产品使用性能的情况下改变产品结构,使产品达到工艺要求,提高产品的加工质量。
原加工工艺及存在问题
被加工零件为某差速器壳半成品,加工机床为数控立式车床VTC6070,加工示意如图1所示。
1. 原工艺方案
(1)原加工方案采用普通端面外圆精车刀T1车大端面,φ240h6外圆,车50-0.2上端面,保证尺寸(29±0.02)mm。
(2)采用整体钢制镗刀T2车球体和下端面,保证尺寸55 0+0.05。
2. 存在问题
球体Sφ1600+0.2中心至上端面距离(29±0.02)mm很不易控制,原采用的办法是加工前先试车,根据误差值补正到刀补中去加工。由于刀片磨损的速度不一致,确定为两把刀具任换一个刀尖均需送三坐标检测一次,调整后经三坐标再确认,方可加工。每个间隔至少送三坐标两次,并且方法不可靠,时有不合格品产生,严重影响产品质量与生产效率,造成很大浪费。
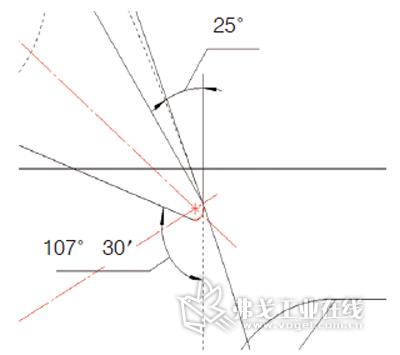
图2 部件加工中刀具角度分析
分析改进
1. 加工用刀具分析
(1)刀具选择
通过图2可以观察到球体上端点切线与小端面水平线夹角为65°,根据刀具使用原理,刀具的副偏角最小不小于5°,否则加工表面会特别粗糙,并且刀片寿命急剧降低,所以刀片尖角最大不能大于55°。刀片安装后刀尖两个侧边必须位于120°~175°之间,选用标准刀片,只能选用35°刀片。
差壳球体加工刀具主要情况为:刀体:S40V-SVQBR16;刀片:VBMT160404-PM 4225,主偏角:Kr=107°30′,副偏角:Kr′=37°30′,刀片刀尖夹角:35°;
端面外圆车削刀具情况为:刀具:PCLNR3225M12,刀片:CNMG120408KM,主偏角:Kr=95°,副偏角:Kr′=5°。刀具选用符合加工要求,选用合理。
(2)加工轨迹
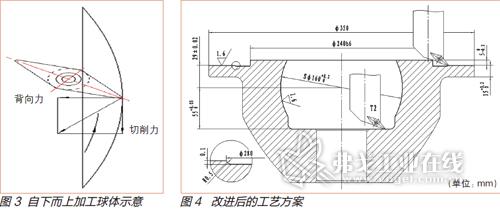
利用上述选择刀具加工球体时,一般选择从上端向下端车削,而不建议从下而上,主要从刀片受力的方向考虑。若从下而上(见图3),背向力与切削力所产生的合力矩与刀片槽同向,将力全部用在了刀片压紧螺钉上,在力矩足够大时,会将刀体螺纹槽螺纹损坏。采用由上而下,合力矩由刀片槽承担,在实际加工中轨迹合理。
原工艺方案以T1把刀加工的大平面为测量基准,增加了3项误差,分别为:第2把刀T2的Z轴定位精度误差(相对较稳定);第2把刀T2的刀台回转定位精度误差(相对较稳定);刀尖磨损速度不一致误差(不稳定)。
通过三坐标实际检测消除初始的以上3种误差,但随着加工数量增加,时间推移,3种误差波动较大,只能通过不断地送三坐标来纠正误差,过程很不稳定。
工艺方案改进
综合以上分析可知:刀具选用及加工轨迹合理,在现用机床即数控立式车床VTC6070的基础上要满足该尺寸精度的最好方法是将大平面、球体及下端面用刀具T2一次完成加工,其余仍由刀具T1完成(见图4),成功地避开由两把刀具带来的以上3项累积误差。但由于刀具结构所限,无法加工大端面上靠近φ240mm,外圆的根部区域,经过分析差速器装配得知,左右差速器壳装配时,所用为M18×1.5螺栓,分布圆为φ310 mm,左右差速器壳大端面大于φ280 mm的部位只要紧密贴实,便不会影响零件的产品质量和装配性能。经研发与装配工艺分析,建议并更改了图样,经验证达到工艺要求,提高了过程能力。
结语
数控立车或卧车在一把刀上使用刀具半径补偿能保证的一个精确外形尺寸,如果使用两把刀来保证,对目前国内的车床精度而言是很难实现的。
通过本问题的解决,我们得出结论:要解决一个工艺问题,首先要系统地分析它所有的误差来源,用消除主要误差来源的办法减少系统总的变差。关注细节,从细微处入手,排除原因,保证产品品质。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖