明珞装备白车身柔性总拼焊接系统介绍
背景简述
随着汽车工业及汽车装备制造业的深入发展,智能、柔性、高效、高精、自动化已成为汽车装备业发展的主流方向。同时,随着我国汽车生产规模的快速发展,市场竞争全球化,顾客和市场需求多样化、个性化发展,汽车业由传统的单品种、大批量生产方式向多品种、中小批量及“变种变量”的生产方式过渡,以生产者为主导的生产方式逐步向以消费者为主导的生产方式转变,因此各整车企业与集成商均在积极开发和推广能够大幅降低投资成本,提高生产效率的柔性生产解决方案。
白车身柔性总拼焊接系统其主要功能是实现多种不同白车身产品的地板总成、左/右侧围总成及顶盖总成等主要车身总成零部件的组合焊接,是实现白车身柔性生产的核心装备。目前国内各大主流合资品牌汽车厂均已基本实现多种车型共线柔性生产的生产模式,并拥有其标准模式的柔性总拼系统或固定的供应商合作伙伴。如丰田、本田、日产及大众、现代等主流跨国企业都拥有自主开发的全球标准柔性总拼系统。其他主要外资汽车公司如通用、标致、菲亚特等也拥有比较固定的总拼系统装备供应商。自主品牌汽车企业由于产品竞争激烈,单一车型产品销量有限,需要多产品竞争,更需要综合考虑投资与效率,其在生产模式上也逐渐向柔性化制造方向发展。然而,由于国内汽车装备企业起步较晚,缺少自主的核心开发与设计企业,主要在中低端市场领域竞争,目前国内应用的白车身柔性总拼焊接系统及激光焊接系统、核心输送系统等高端装备都是由外资主流集成商提供,基于上述现状,广州明珞汽车装备有限公司(以下简称“明珞装备”)开发了完全具有自主知识产权的国际领先水平的白车身柔性总拼焊接系统。
最优的白车身柔性总拼焊接系统的定义
综合当前各主要柔性总拼焊接系统的综合因素及汽车白车身柔性制造的需要,最优的柔性总拼焊接系统应包括以下特点:
满足从单一车型到多车型共线生产(4车型、6车型或者更多车型)
满足从单一平台到多平台车型共线生产(2平台、4平台或者更多平台)
满足从A0级车型到C级、D级车型共线生产,对车型产品没有特殊限制
满足批量生产、随机生产等各种生产方式
能适应低生产节拍到高生产节拍(60JPH)的需要
高的生产效率(系统有效生产工作时间多,传输切换等辅助时间少)
模块化设计,可靠性高,故障率低,便于维修保养
新车型投入方便,系统扩展性好
高的质量保证(尽可能的多完成定位点焊接、设备刚性高、精度好)
尽量小的占地空间,并且对场地没有特殊限制(高度、地坑等)
设备投资成本低,或综合成本低
明珞装备的白车身柔性总拼焊接系统综合考虑了以上各因素,相对当前各外资主流集成商的总拼焊接系统,具有明显的综合优势。
明珞装备白车身柔性总拼焊接系统的构成与关键技术参数
如图1所示,本系统由以下九大子系统组成:
1) 车身合拼子系统
2) 地板高速台车输送子系统
3) 柔性定位单元子系统
4) 车型切换子系统
5) 工装存储子系统
6) 各车型定位工装
7) 机器人自动化焊接子系统
8) 电气控制、检测及安全子系统
9) 外围辅助设备
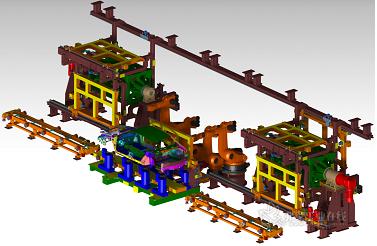
图1 MINO白车身柔性总拼焊接系统
明珞装备柔性总拼焊接系统关键技术指标如附表1:
| 序号 |
技术指标 |
参数 |
| 1 |
生产节拍 |
60JPH |
| 2 |
共线车型 |
最多 7种(随机生产) |
| 3 |
焊接机器人数量 |
14台(最多16台) |
| 4 |
单工位焊点数量 |
100~120点 |
| 5 |
车型切换时间 |
≤18S |
| 6 |
终端定位精度 |
±0.20mm |
| 7 |
占地空间 |
18m×12m |
附表1 MINO柔性总拼系统性能参数表
明珞装备柔性总拼系统技术特点:
1、可以根据客户不同的产品规划及生产方式,分阶段投入,尽可能的降低客户投资(详见附表2);
2、批量生产方式下,无需建立车型返回切换装置,可节省投资;
3、新车型投入简单,采用临时装置,半小时内可以完成新车型安装,不需要起重等特殊设备;
4、四车型以上共线随机生产时,为当前空间最节省的解决方案;
| 阶段 |
随机生产方式 |
批量生产方式 |
||
| 投入硬件设备名称 |
数量 |
投入硬件设备名称 |
数量 |
|
| 第1车型 |
左/右合拼装置 |
1 |
左/右合拼装置 |
1 |
| 第2车型 |
左/右车型切换装置 |
1 |
左/右车型切换装置 |
1/2 |
| 第3车型 |
左/右车型存储系统 |
2 |
左/右车型存储系统 |
1 |
| 第4车型 |
左/右车型返回切换装置 |
1 |
无需增加设备 |
|
| 第5车型 |
无需增加设备 |
左/右车型切换装置 |
1/2 |
|
| 第6车型 |
无需增加设备 |
左/右车型存储系统 |
1 |
|
| 第7车型 |
无需增加设备 |
无需增加设备 |
||
| 第8车型 |
无法实现 |
无需增加设备,可实现更多车型 |
||
附表2 不同生产方式和车型数量条件下MINO柔性总拼焊接系统的设备投入情况
明珞装备白车身柔性总拼系统主要子系统介绍
1、车身合拼子系统
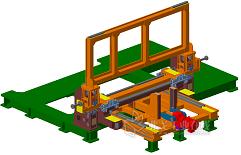
图2 车身合拼子系统示意图
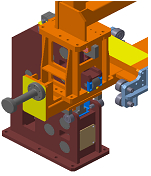
图3 车身Frame合拼局部示意图
如右图2所示,车身合拼子系统由合拼滑台总成、FRAME总成、及FRAME定位总成3大总成构成。其中合拼滑台总成采用主流的解决方式设计,为满足FRAME合拼时的精度及动力性能,在传动方式上放弃了齿轮齿条传动形式,而改用曲柄滑块结构驱动,该方式的最显著特点是保证整个开合过程中FRAME的运动速度是正弦函数关系,加减速过程非常平稳,降低控制难度,同时该方式的控制精度比相同条件下齿轮齿条传动的精度高5到6倍。关于合拼方式,形式上与现有主流总拼焊接系统中一种应用最广的柔性系统方式相似,但为了提高合拼精度及稳定性,在结构上做了较大的改进及创新。(图3为与主要竞争产品比较改进后的FRAME合拼局部示意图)
2、高速台车输送子系统(如图4所示)
高速台车系统是区别于传统往复杆输送系统及滚床输送系统的新技术,同传统输送方式一样,该子系统用于地板及车身的工位间传输,其传输速度直接影响生产线的效率和设备投资。在高节拍生产模式下,采用高速台车输送系统的地板或主焊接线,由于大大增加有效工作时间,整个生产线投资能较传统输送系统节省15%以上;

图4 MINO高速台车输送子系统示意图
明珞装备自主开发的高速台车输送系统结合了日本和欧洲先进的技术并融合创新,现已完成关键技术指标的权威测试,并成功获得国家科技部创新基金支持。
高速台车输送子系统关键技术参数如下:
1) 输送节拍:5.5S
2) 输送距离:6000mm
3) 负载能力:1300Kg
4) 电气定位:±0.4mm (应用于补焊工位)
5) 机械定位:±0.15mm(应用于定位焊工位)
6) 共线车型:4~8款
(明珞装备白车身柔性总拼焊接系统也可以根据客户要求开发或使用其他的输送方式)
3、地板柔性定位单元子系统
该子系统由8个NC Locator单元并列构成,用于地板定位、固定车身总成或地板总成,并实现多车型共线的生产解决方案。每个独立的NC Locator单元有3轴或5轴不同配置(根据实际生产情况需要进行配置)。
采用本系统的优点是:地板定位单元结构简单,理论上适用于任何车型的地板定位,新车型导入时,地板工位不需要增加新的设备,因此极大地降低了新车型导入的成本、缩短了新车型导入的设备周期,降低了新车型导入的难度。图5、图6分别是地板智能柔性定位系统的构成示意图及白车身定位示意图。
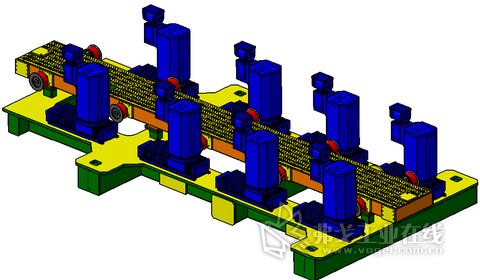
图5 地板智能柔性定位系统示意图
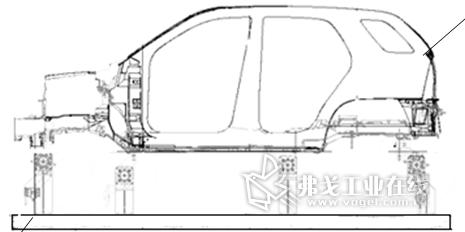
图6 白车身定位示意图
图7为明珞装备自主开发的柔性定位单元,其主要技术性能如下:

图7 测试中的MINO柔性定位单元
1) 能实现5自由度运动,其中2个直线自由度,3个旋转自由度,可根据不同使用工况,选择任意轴的组合,可实现单轴、2轴、3轴、4轴、5轴;
2) 行程范围: 450×300×300(可根据客户需求定制),3轴条件可满足相同定位孔径的几种不同车型的切换,5轴条件下可满足不同定位孔径的车型切换;
3) 全伺服控制,可通过PLC或示教器控制及定位,重复定位精度控制在±0.05mm;
4) 高刚性设计,最大负载180Kg;
5) 全密封式结构,防尘效果好,所有驱动部件均隐藏于机构当中,占用空间小。
(除上述独立式柔性定位单元外,明珞装备白车身柔性总拼焊接系统也可以根据客户要求开发或使用其他的柔性定位方式,图8为明珞装备为某日系整车客户开发的一体式柔性定位单元)

图8 MINO一体式柔性定位单元
4、车型切换子系统
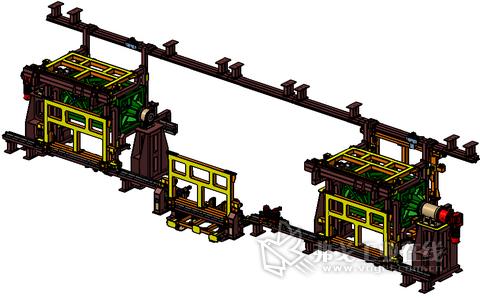
图9 车型切换子系统示意图
多车型随机生产方式下,车型切换子系统是由4个夹具切换小车和若干条轨道组成的封闭轨道系统构成。其主要功能是根据不同的车型进行夹具切换,系统采用双轨道切换设计,包括夹具切换输送轨道和夹具返回轨道,当需要切换车型时,本系统将当前工作位的车型夹具切换到四面体存储单元中,同时从另一个四面体存储单元中将即将生产的车型夹具切换到当前工作位。夹具切换完成后,系统可通过夹具返回轨道适时调整两个存储单元的夹具数量,保证每次切换时都能做到实时的切换,不占用生产时间(如图9所示)。
5、工装存储系统
传统柔性总拼系统工装存储方式均是采用平面阵列式布置存储方式,这种方式优点是结
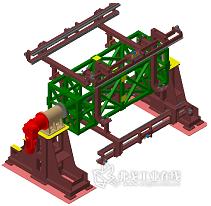
图10 工装存储子系统结构示意图
构简单,实现容易,缺点是设备较多,占地面积比较大。针对这种情况,本系统采用的方式是立体式空间阵列存储,这样大大减小了工装存储的空间,尤其车型越多时,优势越明显。本系统主体结构是一个回转半径2000mm的大型四面体翻转台,该翻转台可承载15吨负载,共有4个存储位,单边存储系统有2个翻转台,有8个存储位,最多可存储7种不同车型的夹具,通过该夹具存储系统,可以实现多达7种不同平台车型的柔性共线生产。具体结构形式如图10所示。
结语
明珞装备产品研发团队在充分分析和总结了现有各种白车身柔性总拼焊接系统优缺点,发现现有各种柔性总拼系统均存在一定的不足和局限性,通过多年的研究和分析,在先后完成多个方案的基础上,最终开发出了适用性更广泛、国际领先水平的具有完全自主知识产权白车身柔性总拼焊接系统,我们相信通过后续持续研发和不断完善,明珞装备研发成功的创新总拼系统一定能打破外资集成商在这一高端智能装备领域的垄断!












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖