小颜色在喷涂机器人系统的应用
本文以涂装车间小颜色在高压静电喷涂机器人中的应用为主题,探讨了如何通过外接压力罐连接高压静电喷涂机器人实现自动喷涂小颜色油漆车身,达到机器人自动识别、自动喷涂、涂膜质量稳定及降低小颜色油漆车身单车成本。
奇瑞汽车股份有限公司涂装三车间集中输调漆系统采用的是两线循环供漆方式,共有15套色漆。但现在的客户对颜色需要多达20多种,如何高效生产调漆间未投罐颜色(即小颜色)油漆车身,来满足客户的特殊需求已经摆在每个汽车涂装人的面前。本文利用美国GRACO涂料压力罐连接德国杜尔公司生产的EcoRP6 F140型喷涂机器人,实现小颜色油漆车身自动喷涂,从而提高油漆车身涂膜质量、降低员工劳动强度和提高油漆利用率,实现降低小颜色油漆车身单车成本,提高汽车在销售市场的竞争力。
喷涂方式
1.空气喷涂(传统式)
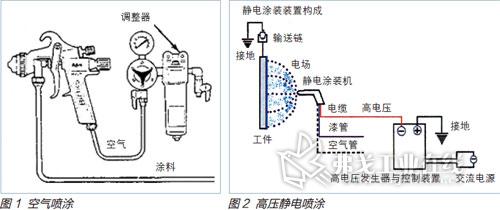
空气喷涂(见图1)是目前油漆涂装施工中经常采用一种喷涂工艺。空气喷涂是利用压缩空气的气流,流过喷枪喷嘴孔形成负压,负压使漆料从吸管吸入,经喷嘴喷出,形成漆雾,漆雾喷涂到被涂物表面上形成均匀的漆膜。空气喷涂可以产生均匀的漆膜,涂层细腻光滑。空气喷涂的设备简单、价格便宜,但此种方法的涂料利用率较低,约为25%~35%。将空气压力和流速进行很好的配合就能达到稳定的涂膜质量。
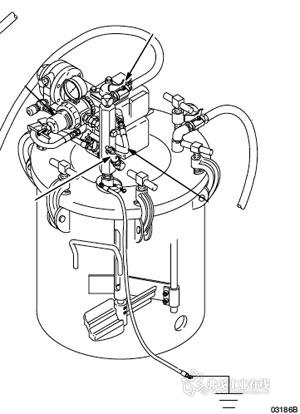
图3 GRACO涂料压力罐
2.高压静电喷涂
高压静电喷涂(见图2)以接地的被涂物为正极、旋杯为负极,从而在两极间形成高压静电场,根据同性相斥、异性相吸的原理,使带电的油漆在静电场的作用下被吸附在被涂物上。喷涂机器人将雾化装置带到需要对表面进行喷涂的位置,雾化装置前端有一个旋杯,漆液流向旋转的旋杯中心。由于旋杯的向心力,漆液以均匀的膜层流过旋杯的边缘。当漆液离开高速旋转的旋杯时,产生的剪切力将漆液雾化成精细液滴,压缩空气从壳体通过旋杯边缘上的环形喷嘴吹出,压缩空气冲击液滴,并将其导向要进行喷涂的部件表面。对漆液滴加上高压电,部件表面将通过静电场吸引液滴。
高压静电喷涂机器人具有以下优势:涂装效率高、节省油漆,一般传统手工空气喷漆的油漆利用率为30%~40%,采用一般低转速杯式喷枪为50%~60%,而采用高转速旋杯式静电喷涂为90%以上;涂膜质量稳定,边角效应好。

设备介绍
1. GRACO涂料压力罐
涂料压力罐常与传统空气喷枪配合使用,这种方法使油漆在固定的压力下通过压力罐软管进入喷枪,再施工在被涂物表面。美国GRACO涂料压力罐(见图3)适用于喷涂大量涂料,广泛用于汽车表面装饰喷涂。该压力罐内外表面经过电镀的不锈钢容器,是一套物美价廉的喷涂小系统设备,具有极佳的喷涂质量,脉冲小、喷型稳定且雾化效果较好;容易清洗,减少溶剂使用;生产过程中节省时间。
2.杜尔EcoRP6 F140型喷涂机器人
杜尔EcoRP6 F140型喷涂机器人(见图4)用于汽车车身外表面的喷漆,也可用于保险杠这样的附加部件的喷漆。可以通过系统自身携带的便携式可编程器进行在线编程,或使用3DOnsite软件结合车型数模图进行离线编程,机器人可以按照预先设定好的轨迹程序和工艺参数运行。对于带有旋转雾化装置的系统,其旋转速度、成形空气、油漆量和高电压刷子通过Ecopaint Screen视觉系统得到参数化设置。刷子参数化设置之后,将参数重新记录到EcoRC2机器人控制器中。EcoScreen 3D Onsite是由德国杜尔公司开发的可视化编程软件,可以根据机器人的程序和相应的过程数据参数输入值,进行三维现象显示、生成和编辑,EcoScreen 3D Onsite可以通过工业以太网和一个或多个RC2机器人控制器进行通信。保存在机器人控制器中的flash card机器人装备数据、程序文件和过程数据表均可在线读取,并通过下载更新数据。
GRACO涂料压力罐与杜尔喷涂机器人现场应用
1.生产方式
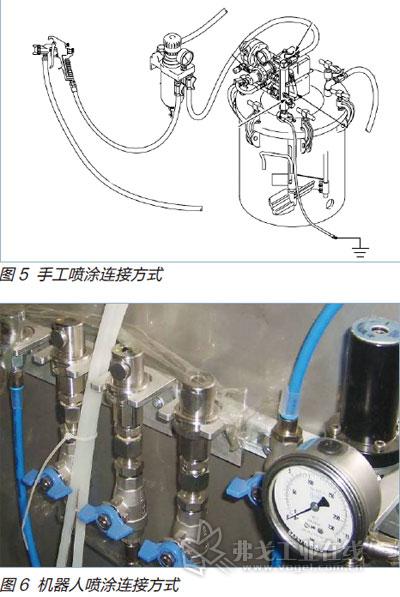
传统的小颜色油漆车身生产都是人工喷涂车身内外表面,员工劳动强度大、油漆利用率低且生产效率低下。奇瑞涂装三车间面漆的工艺过程:采用手工喷涂(车身内表面)和机器人喷涂(车身外表面)相结合,层间为“湿碰湿”的喷涂工艺。在小颜色生产方式上:车间选择了人工喷涂车身内表面,涂料压力罐与空气喷枪配合使用,晾干后进入自动喷涂区选择GRACO涂料压力罐连接杜尔EcoRP6 F140型喷涂机器人喷涂车身外表面。本色漆生产使用高转速旋杯式高压静电喷涂机器人一道喷涂(BC1站机器人喷涂)。金属漆喷涂分两道进行喷涂(BC1+BC2两站机器人喷涂),采用“杯加杯”生产工艺,即两次喷涂都使用高转速旋杯式喷涂机喷涂。两站喷涂金属漆通过喷涂参数差异而打乱金属铝粉的定向排列问题。手工喷涂和机器人喷涂连接方式分别如图5、图6所示。

2.工艺参数
小颜色在机器人系统里面,车型运动轨迹程序不需要单独进行优化,但需要调整工艺参数:如颜色管路、高压值、成形空气量、油漆流量、旋杯转速和清洗程序等。
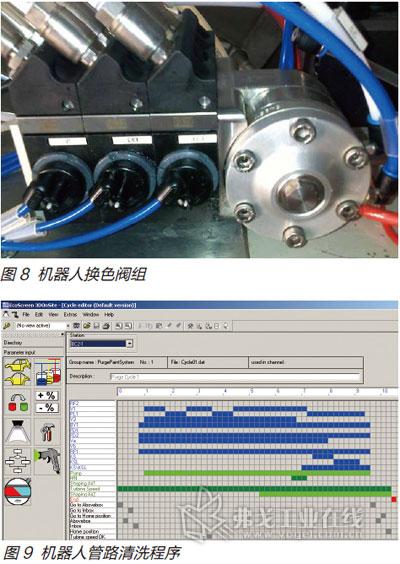
(1)颜色管路(小颜色管道设置) 德国杜尔公司开发可视化编程软件EcoScreen 3D Onsite颜色管路(见图7)共有20种,换色阀组16个与换色阀组上F2-F16与3D Onsite颜色管路及输调漆系统15套色漆一一对应,将3D Onsite颜色管路其余的管路F1、F17-F20颜色组称之为小颜色,即没有投入输调漆系统中的颜色以外的油漆,需要调漆间人员进行调漆并对油漆进行过滤、调漆等。小颜色需要将代码设置成换色阀组备用管路F1阀通道。机器人换色阀组如图8所示。
(2)高压值 油漆在静电场的作用下被吸附于被涂件上,所以电压值的大小直接影响涂装的上漆率和涂膜的均匀性。电压值的升高会加强静电场的电场力,使得涂料的上漆率增加,膜层厚度增加。但是电压值不是越高越好,在喷涂中,电压值过高,车身的尖角处容易出现流坠、肥边等油漆缺陷;电压值过低,会导致上漆率低,出现发雾等涂膜弊病。在做小颜色系统时,电压值参数范围为40~70kV,根据本色漆、金属漆而有所不同。
(3)成形空气量 雾化器的成形空气一般也称为整形空气,它从雾化器成形空气环小孔中喷出,主要作用是限制扇面幅度大小。杜尔成形空气环有2种气流:LL1内圈气流,油漆扇面较大,喷涂车身平面;LL2外圈气流,油漆扇面较小。在其他参数稳定不变,单独调整成形空气量时,成形空气量越大,油漆喷涂出来的扇面较窄,油漆涂层厚度会有明显的增加;成形空气量越小,油漆喷涂出来的扇面较宽,导致漆膜厚度较薄。喷涂车身成形空气量在一定的范围内,成形空气量与油漆流量及旋杯转速成正比。喷涂车身成形空气量过低的时候,容易造成油漆的上漆率低,油漆利用率下降,同时也会造成雾化装置被漆雾污染;喷涂车身成形空气量过高的时候,由于压缩空气气流较大,产生气流干扰油漆扇面形状,影响涂膜质量。
(4)油漆流量 油漆流量一般根据计量泵规格是有差异的,杜尔EcoRP6 F140型喷涂机器人计量泵一般在0~720ml/min范围内可调,通过计量泵来达到精确控制,油漆流量参数设置越大,圆锥形喷射漆流的宽度增加,漆粒总数增多,漆粒流的密度增大导致漆膜厚度越大,反之越小。当涂料的油漆流量过大时,会影响旋杯的雾化效果,造成雾化难、漆粒粗,会产生滴漆、流挂和气泡等油漆缺陷。
(5)旋杯转速 旋杯转速的主要作用是通过雾化装置轴承单元带动高速旋转的旋杯,产生向心力,漆液以均匀的膜层流过旋杯的边缘。当漆液离开高速旋转的旋杯时,产生的剪切力将漆液雾化成精细液滴,压缩空气从壳体通过旋杯边缘上的环形喷嘴吹出,压缩空气冲击液滴,并将其导向要进行喷涂的部件表面。通常情况下,旋杯转速越大,漆膜厚度也相应增厚,雾化效果也越好,但是如果参数设置值过高,会导致设备机械磨损,如旋杯、轴承的过量磨损等。
(6)清洗程序 机器人清洗(见图9)有4种程序:长清洗程序、短清洗程序、注漆程序和吹扫程序。长清洗程序:每次换色或同一颜色的车喷涂10辆后,用溶剂对换色阀公共通道下游管路及旋杯进行自动清洗,时间为6~8s,溶剂流量为100~450ml/min。短清洗程序:每喷完一辆车过后,用溶剂对旋杯进行自动清洗,时间为3~5s,溶剂流量为100~450ml/min。注漆程序:在每次换色时,需要从换色阀注漆到雾化器回流阀,保证换色后第一辆车身起枪位置有油漆。吹扫程序:注漆程序注漆到雾化器回流阀,每个注漆程序时间都因为每种油漆粘度不同,都有冗余量,注漆程序过多的油漆会通过RF2回流阀流走,吹扫程序结合注漆程序对RF2回流阀管路进行吹扫,将多余的油漆通过回流管路集中回收到废溶剂回收装置。另外还需要做一个特殊的注漆程序。因为涂料压力罐系统压力低管路长,在每次生产时,管路必须清洗干净,从油漆压力罐注漆到雾化器,一般需要约15s才能将管路注满油漆。
3.其他
压力罐工艺压力范围为手工段0.2~0.3MPa,机器人喷涂段0.5~0.6MPa。压力罐中加漆前应在压力罐的进漆口加上滤网对油漆进行过滤(金属漆采用125mm、本色漆采用50mm或80mm滤网),油漆加入压力罐后,要保证搅拌器搅拌,防止油漆在外接管沉淀,在每次小颜色生产结束必须将外接管路及接头清洗干净以备下次使用。
结语
本文通过设备选型、工艺参数调整、设置及合理的生产组织安排,实现了小颜色生产和涂装车间油漆车身生产工艺一致,提高了车身涂膜质量及生产效率,降低了员工劳动强度,满足了客户对特殊颜色的需求。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖