曲轴磨削工艺探究
曲轴是发动机的重要部件之一,曲轴的主轴颈和连杆颈通过曲柄臂进行连接。每个轴颈由曲柄臂、轴颈以及圆角组成,在加工过程中需要特别注意。
曲轴的圆角结构
目前,曲轴圆角设计结构主要有沉割槽圆角和切线圆角两种。沉割槽圆角结构对提高曲轴的加工工艺性,尤其是精磨的工艺性优势明显。精磨时可以不用进行侧面和R圆角的加工,直接进行轴颈的磨削,这样精磨效率高,同时可充分发挥精磨设备的功能和生产效率。沉割槽圆角主要用于轿车和轻型货车的发动机曲轴,配合滚压工艺进行曲轴的设计和生产制造。
切线圆角是曲轴设计的基本结构,该结构要求在精磨轴颈时,需完成侧面加工、圆角加工以及轴颈表面的加工,轴颈的这种结构设计影响了曲轴精磨工序的加工质量提高和效率提升。切线圆角主要用于中重型货车发动机曲轴,配合圆角淬火等热处理工艺进行曲轴的设计和生产制造。
切线圆角主要采用成形磨削,即通过将砂轮圆角修整成形,一次或多次采用直切或斜切,成形磨削出要求的工艺尺寸。主要工序内容有:侧面磨削、圆角磨削以及轴颈的粗、精磨削和光刀等。
切线圆角加工工步多,效率低,尤其是淬火钢曲轴等重型货车发动机曲轴的加工,是曲轴生产线的瓶颈工序。
复合圆角工艺
随着我公司精磨工序设备工艺水平的提高,在重型货车淬火钢曲轴的批量生产中,精磨工序已应用高精度的数控CBN磨床。为提高数控CBN磨床的磨削质量和效率,我们增加了半精磨工艺。但在生产中发现,增加了半精磨工序并没有显著提高精磨工序的加工效率,主要是因为精磨工序仍要进行侧面磨削、R圆角磨削以及轴颈的粗精磨削和光刀等工步。
为提高精磨工序的效率,提高高端磨床的产能,我们采用了“复合圆角工艺”。复合圆角工艺的原理是:半精磨工序完成侧面和部分R圆角的加工至成品尺寸,精磨工序完成余下R圆角磨削以及轴颈的粗、精磨削和光刀等工步。
经过批量工艺验证以及对复合R圆角进行轮廓的精密检测,表明该工艺能够满足国标《内燃机曲轴技术条件》3.13中关于表面质量的规定:主轴颈和连杆颈与曲柄连接的过渡连接处应圆滑过渡,连接处不应有明显接痕,同时也可满足曲轴圆角形状和尺寸精度要求。
复合圆角工艺在我公司引进的高端双头CBN磨床中得到验证和推广应用,提高了设备的加工效率。采用该工艺加工的曲轴,已经过大批量生产和装机使用。

复合圆角工艺应用
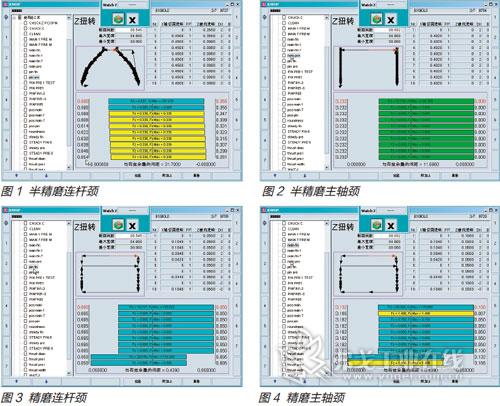
复合圆角工艺主要利用CBN磨床的精确对中分档和坐标位移磨削功能(见表),完成主轴颈和连杆轴颈的加工(见图1、图2、图3和图4)。对主轴颈加工时,应根据止推轴颈档宽和非止推轴颈的档宽进行合理的工艺安排。
1. 与刚玉砂轮磨床组合应用
与刚玉砂轮磨床组合应用的工艺流程是:刚玉砂轮磨床半精磨,CBN砂轮磨床精磨。复合圆角工艺技术要求刚玉砂轮磨床半精磨主轴和连杆轴颈,完成侧面加工至成品尺寸;轴颈表面半精磨,主轴颈直径余量0.4mm,连杆轴颈直径余量0.7mm。CBN磨床采用对中磨削工艺,精磨时,通过控制砂轮宽度使CBN砂轮侧面与已加工轴颈侧面有0.05mm距离间隙,不再精磨轴颈侧面,而是直接进行圆角和轴颈的磨削。该工艺可使CBN精磨效率提高30%以上。
2.在双头CBN磨床上的应用
双头CBN磨床的工艺是在一台设备上采用半精磨和精磨两次矢量磨削工艺完成曲轴的磨削加工。复合圆角工艺技术要求:半精磨,完成侧面加工到成品尺寸,轴颈直径留有余量0.3mm;精磨时,采用对中磨削工艺,通过控制砂轮宽度使CBN砂轮侧面与已加工轴颈侧面有0.05mm距离间隙,直接完成圆角和轴颈精磨加工。该工艺解决了侧面精磨烧伤等质量问题,也大幅提高了双头CBN磨床的精磨效率。
结语
复合圆角工艺是一种适合CBN砂轮磨床结构特点的磨削方式。复合圆角工艺既具有沉割槽圆角加工工艺性好的特点,能大幅提高磨削的效率,同时又可满足切线圆角的加工要求,具有较好的推广应用价值。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖