基于Tebis的模具开粗工艺试验分析
本文介绍了Tebis软件及牛鼻子刀在高速切削加工中的优势以及牛鼻子刀开粗的理论条件,并以后背门外板及翼子板为试切工件进行了试验,根据试验经验给出了Tebis进给参数的设置方法,试验结果显示新工艺能够极大地提高机械加工效率。
理论背景
模具制造行业越来越多地采用了高速切削的技术,天津汽车模具外板分公司在成熟掌握了高速切削加工技术的基础上,引入了Tebis加工软件。Tebis软件提供了全新的刀路策略,推崇残留加工,支持元素内的安全加工,能够很好地平衡机械加工效率和质量。
高速切削和基于毛坯的加工策略是采用牛鼻子刀开粗工艺的条件,采用基于毛坯的刀具轨迹策略是提高模具加工效率、提高刀具的使用寿命、保持机床精度和提高产品质量的有效途径,程志刚等作者在《模具高速加工中的走刀路径策略》文章中分析了模具高速加工中的加工策略,Tebis正是基于毛坯提供的加工策略。在应用中,可通过贴点照相扫描的方式获取精确度较高的铸件毛坯。龚立勇等也在文章《大幅提升汽车覆盖件冲压模具加工效率的有效手段》中对比了牛鼻子刀球刀开粗加工的优缺点,证明了牛鼻子刀开粗可以有效提高模具加工效率。
模具粗加工的主要目标是去除多余的材料,为半精加工提供均匀的加工余量。外板分公司原有的型面开粗工艺是分两次用球刀仿形,效率低下。相对于球刀与工件的点接触,牛鼻子刀与工件制件是面接触,其进给、转速以及移行等参数都可以设得很大。根据刀具排屑量公式可以计算出常用牛鼻子刀、球刀的相应参数,如表1所示,其中D63R10和D25R2是牛鼻子刀,B40是球刀。从表1中可以看出牛鼻子刀的排屑量远远大于球刀的排屑量,说明牛鼻子刀能在更短的时间内去除更多的材料,很适合于模具的开粗加工工艺。
第一次试切
1.工件选择
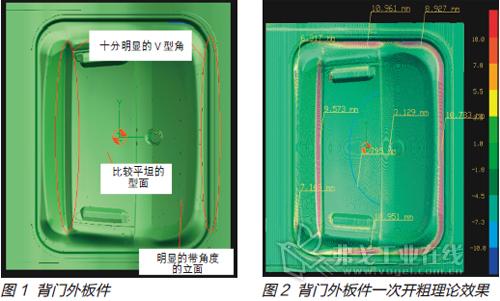
选择背门外板件作为试切工件,该工件具有典型性,凹角较深,型面平坦,且有渐变的立面,如图1所示。
2.加工工艺
一次开粗采用φ63mm的牛鼻子刀(D63R10)Z向层切,然后用φ25mm的牛鼻子刀(D25R2)进行余量加工,不单独清角。这套工艺旨在验证牛鼻子刀的切削效率以及其在应用中的不足,以便在后续的试切试验中进行优化改进。
3.试切分析
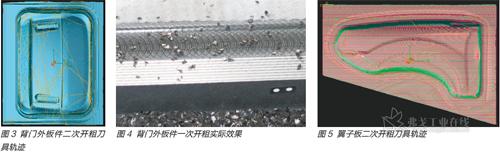
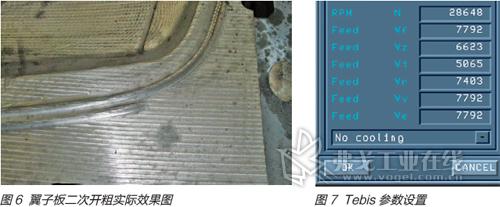
如图2所示,根据基于Tebis编制的程序进行仿真分析理论残留模型,除了凹角处,其他的加工余量都在1mm以内。图3是D25R2的牛鼻子刀进行了二次开粗的刀具轨迹,从图中可以看出凹角仍然没有加工到位。如果对凹角进行清根处理,理论上可以切除绝大部分凹角加工余量,可满足半精加工前的要求。
图4是一次开粗的实际效果,一次开粗刀路进行移行转移的地方留下了非常大的驾车工余量,特别是在大平面处最大的地方大约留下了5mm的台阶量。理论上二次开粗采用D25R2的牛鼻子刀可以去除一次开粗留下的台阶残留,以及大部分的凹角残留,但是实际上的加工效果并不理想。经过分析,以下3条原因都造成了残留台阶的形成:
(1)由于机床的预读减速导致实际的切削进给比给定的理论值小很多,程序没有达到真正的高速切削;
(2)由于牛鼻子刀的特性导致不可避免的多次抬刀;
(3)牛鼻子刀的切深参数较小,还可以再加大。
第二次试切
1.工件选择
选择翼子板为试切工件,该件也较为典型,有平面、立面、渐变立面及凹角,且该件为对称件,便于和原来的工艺进行对比分析。
2.加工工艺
根据第一次的试切效果及分析改进工艺,一次开粗仍用牛鼻子刀D63R10进行Z向层切,相对第一次试切增大切深量并减小进给;采用φ40mm球刀单路清根,目的是去除φ63mm和φ40mm之间的凹角加工余量;二次开粗采用B40球刀仿型,进给及转速相比清根适当加大,目的是去除平面台阶加工余量,使半精加工之前的余量均匀。
3.试切分析
由第一次试切的经验可知,一次开粗移行转移的地方留下了非常大的残留量,特别是在大的平面处留有台阶。新工艺用球刀进行清根和二次开粗不但可以加工掉凹角的加工余量,还可去除大平面处的台阶残留。

如图5所示是球刀二次开粗的轨迹,从图中可以看出二次开粗加工掉了平面部分的台阶,也加工掉了介于φ63mm和φ40mm之间的残留量。理论上可以给半精加工留下均匀的余量残留,图6展示了翼子板二次开粗实际效果。
在实际加工中,球刀清根去除了凹角的加工余量,球刀二次开粗将一次开粗留下的残留台阶也去除了。对比拉延筋可以看出,留给半精加工的余量已经很均匀了,因为牛鼻子刀在一次开粗之后已经将大部分的余量切除,所有球刀在二次开粗时的转速进给等参数可以给大,整个工艺的加工时间明显缩短。
结语
1.Tebis进给参数
进行完两次试切之后,我们初步总结了加工工艺,即需要在第二次试切的基础上进行进给参数的调整。如图7所示,Tebis中需要设置多个进给参数。在多次试切试验中发现,根据不同的工件及刀具材料设置合理的进给参数能够大大提高机加工效率,同时减少刀具的磨损,减轻主轴负载,表面加工余量均匀,能够满足加工的需要。
图7中所示Vf表示基数进给值。Vz是行距间转折时的进给值,各种机床在转角时都会减速,因此依照设备情况需要进行适当的减速,粗加工时也需适当降低。Vt是下切时的进给值,根据材料和刀具是否适合垂直切削,尤其是在粗加工时必须进行减速设置,以降低刀具切入时的冲击力来延长刀具寿命的目的,根据经验,一般可设为Vf的50%~80%。
Vr是斜向进给值,对刀具影响较大。如果用不适合垂直切削的刀具跑斜向,必须进行适当的减速。用球刀加工时可以忽略这个参数设置,工件材料对这个参数也有影响。
Vv是满刀切削进给值。满刀进给是正常切削速度的80%,这样做的目的是保护刀具磨损,同时也是减少机床主轴负载。
Ve是拐角进给值。适当提高Path Smooth值并降低Ve值至50%左右可以延长刀片的使用寿命。

2.工时数据统计
根据调整后的参数,我们继续进行了多次试切试验,并采用对称件与原始工艺进行比较。原始工艺采用球刀仿型加工后用球刀清根,再用球刀仿型加工。表2为对比件的工时数据,所选制件均是左右件对称制件,其中左件采用旧工艺,右件采用新工艺,数据源是机械车间统计的实际加工时间。
我们对样本数据进行处理分析如下:
(1)单件模具加工至少节约时间31.1%,最多节约时间76.2%,平均每件节约49.0%。
(2)单套模具加工最少节约时间36.8%,最多节约时间53.9%,平均每套节约时间48.4%。
从以上分析可以看出,基于Tebis和牛鼻子刀的开粗工艺,可以将加工效率提高50%左右,效果非常明显。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖