汽车整车各系统轻量化方案浅析
为了实现整车的轻量化目标,总结轻量化方案,对整车各系统的轻量化方案进行综合分析,评价各系统轻量化方案优缺点及性价比,从而可以为整车轻量化目标制定、各系统轻量化目标分解和轻量化过程控制等提供依据和参考,也为各系统的轻量化方案指明方向。
近年来,随着汽车总量和新增量的不断增加,汽车与能源、环境之间的矛盾已成为制约汽车产业可持续发展的突出问题。面对低碳时代的到来和节能减排的巨大压力,汽车轻量化是实现节能减排目标最有效的途径之一,也是世界汽车产业发展的潮流。
各汽车企业已经相继开始展开汽车的轻量化研究工作,并取得了一定的成效。但整车轻量化工作是一项系统而持久的工作,需要不断地对轻量化工作进行总结分析,找出问题存在的难点和差距,才能为下一步的整车轻量化工作明确方向。 本文将通过对整车各系统的轻量化方案进行分析,为汽车各系统的轻量化发展指明方向。
车身系统轻量化方案
车身系统轻量化是整车轻量化方案实施和应用最多的系统,也是各项轻量化技术的重点研究对象之一。
其中,整车轻量化值的分配很大一部分会分配到车身系统上。
目前,在车身系统的轻量化方案主要有三类:轻量化新材料的应用、轻量化新技术的应用及轻量化结构优化。
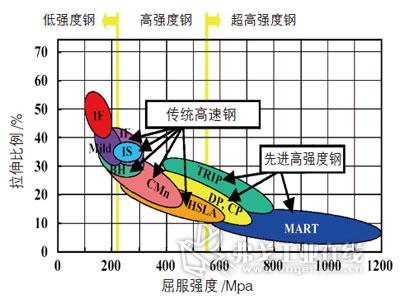
图1 高强度钢板抗拉强度高
1. 轻量化新材料的应用
车身系统的轻量化材料主要有三类:高强度钢、镁铝合金和塑料复合材料。
其中,高强度钢(性能见图1)的应用已越来越普遍,一些车型的高强度钢的应用比例可以达到50%以上,部分车型甚至可以应用超高强度钢板(屈服强度大于550N/mm2的钢板)。
与其他轻量化材料相比,高强度钢板具有以下优点:可减轻零件质量,延长零件的使用寿命;提高整车碰撞安全性;可提高零件外观重量;减少零件数量,降低车身制造成本;提高车身疲劳强度等。
2. 轻量化新技术的应用
车身系统的新工艺、新技术主要有激光拼焊、内高压成形、热成形和半固态成型。激光拼焊和热成形技术已有较多应用。

图2 激光拼焊的轮罩
(1) 激光拼焊
激光拼焊的目的是在保证车身强度的前提下,降低车身重量。这种技术是在车身设计制造时,根据不同部位的性能要求,选择牌号、厚度不同的钢板,通过下料、激光拼焊,再冲压成形的制造方法。图2所示为采用激光拼焊技术的轮罩。
激光拼焊可以减轻重量,减少零件的数量,减少汽车厂的生产流程 及生产成本,但是设备投入较大 ,目前很多厂家的做法是购买激光拼焊板,比较昂贵。
(2) 热成形技术
随着强度的提高,钢板成形性能总体呈下降趋势。造成成形负荷加大,工具、模具磨损损坏严重。近年来,开发了热冲后进行热处理的新材料,如含B钢板,典型牌号有1500P、22MnB5等。将其加热到900℃左右进行冲压成形,提高了材料的成形能力。冲成零件后立即利用其余热进行淬火处理,处理后材料的抗拉强度可以达到1500Mpa。热成形后钢板是轿车车身上使用的强度最高的钢板,对于减轻车身重量、满足汽车安全法规要求意义很大,但热成形设备投资巨大导致热成形零件成本较高,且关于该项生产线,宝钢、本特勒正在建设中,预计几年后才能投入量产使用。
3. 轻量化结构优化
在轻量化过程中,现代车身系统普遍采用优化车身结构与应用新材料、新工艺相结合的方法,使强度合理分配到车身上,以实现在既定成本内,并且在提高整个车身强度和刚度的同时,减轻车身的重量。目前,所应用的结构优化技术有拓扑优化技术、零部件轻量化设计方法 、新型车身结构及减重孔的应用(同步考虑结构强度)等。
底盘系统轻量化方案分析
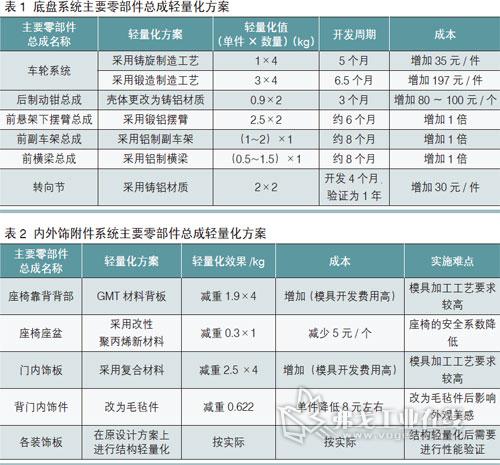
底盘系统作为整车的承载支撑体,对整体的刚度、强度及疲劳性能要求较高。因此,一直以来底盘系统主要是满足性能需要,轻量化处理相对较少。而随着汽车工业的发展,底盘系统的性能要求也越来越高,底盘系统轻量化的意义越来越重要。在保证整体刚度、强度、疲劳性能、操作稳定性及舒适性的前提下,底盘系统轻量化的主要对象是悬架系统,它约占现代轿车总重量的12%,轻量化途径主要为新材料的应用,如镁铝合金的转向节、控制臂等。
目前,底盘系统轻量化的主要方案是对新材料和新工艺的应用(见表1),如副车架和下摆臂采用铸铝材质,车辆系统采用锻造制造工艺等。底盘系统采用轻量化新材料和轻量化新工艺后,轻量化效果非常明显,但会相应地增加开发周期和开发成本。在实际的项目轻量化过程中,需要综合考虑项目的开发周期和开发成本,来实施轻量化。
内外饰附件系统轻量化方案
内外饰附件系统的轻量化方案中,应用较多的是轻量化材料和结构轻量化(见表2)。轻量化方案的实施难点主要是实施轻量化方案后模具加工工艺要求较高,会增加模具开发费用。
动力系统轻量化方案
目前,动力系统的匹配大部分采用现成的发动机和变速器,在此基础上匹配开发其轻量化的空间很低。
因此,在开发发动机和变速器时,需要制定相应的轻量化目标,采取轻量化措施。
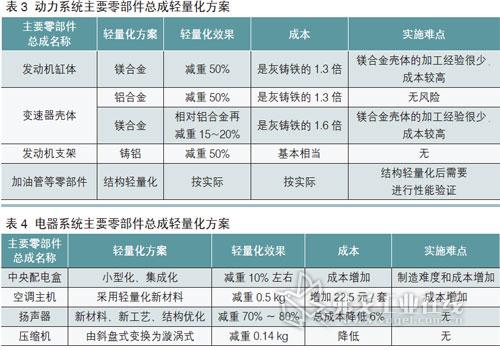
动力系统的轻量化方案主要采用轻量化新材料及结构轻量化(见表3),如发动机缸体和变速器壳体,可采用镁合金,重量相对铸铁可减轻50%,但镁合金的加工经验较少,加工成本较高,需要试验验证后方可应用。
电器系统安全系统轻量化方案
电子电器系统零部件本身的重量并不重,因而实施轻量化后其轻量化效果并不是很明显(见表4)。
安全系统轻量化方案
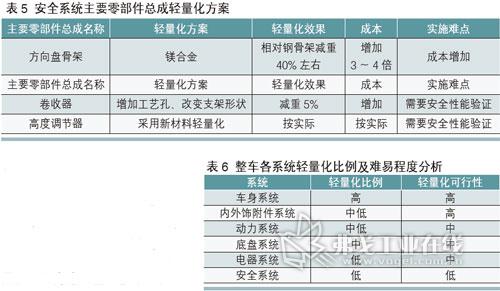
安全系统的零部件并不多,但由于该系统是影响安全性能,其轻量化方案目前只能采用轻量化新材料和新工艺的方式进行减重(见表5)。
结语
各系统中,轻量化新材料的应用是实施各轻量化方案的主要途径之一,同时对结构进行优化,并实施轻量化也是重要的轻量化措施。
对各系统轻量化方案分析可知,整车各系统中,车身系统的轻量化比例和可行性较高(见表6)。其余各系统采用较多的轻量化方案是采用轻量化新材料和新工艺,但在轻量化新材料应用的同时,会带来研发周期和成本的增加,因此就需要在项目的开发过程中,合理地控制项目开发计划和开发成本。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论