涂装车间生产效率提升设备改造
在涂装车间,通过标准化、模块化和柔性化设计优化操作方式和设备运行方式,可使涂装车间整个机运链系统柔性能力大幅提升。
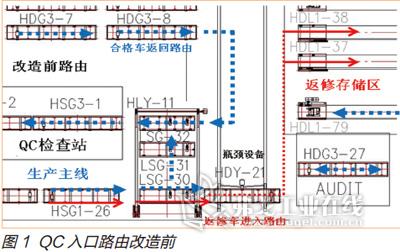
我公司河西基地西部涂装车间的生产过程存在离线打磨和返修等旁路处理流程。这些流程需要把半成品车先排出生产主线外,待实施完毕处理工作后再排回主线。如何优化操作方式和设备运行方式,降低流水线主线空位的效率损失是本项目需要解决的关键。本文详细介绍了QC入口机运设备效率改造项目的实施。
瓶颈问题凸显
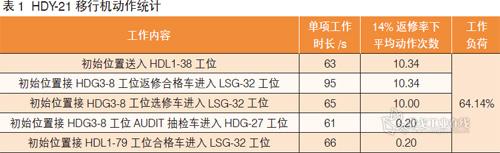
如图1所示,HDY-21移行机的优先设定决定了当有返修车在LSG-30工位出现时,优先从初始位置送返修车按照“返修车进入路由”到达HDL1-38工位。而有两辆返修车连续出现在LSG-30工位时,将没有设备给QC入口LSG-32工位提供返修合格车,造成生产线堵塞和QC检查站空位的生产效率损失。因此可以得到一个结论:HDY-21移行机是瓶颈设备,“返修车进入路由”与“合格车返回路由”在瓶颈设备上应当分开。当返修率上升时,HDY-21移行机的工作负荷将以叠加的形式出现,不能同时完成两项工作。HDY-21移行机动作统计如表1所示。
改造方案
1.方案制定
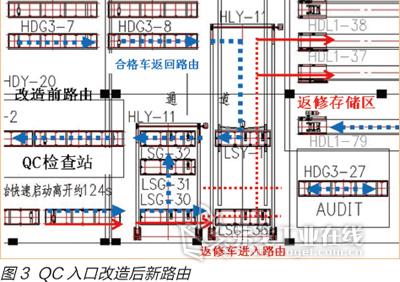
在有限的空间内优化QC入口移行设备结构,用组合设备运行方式分担改造前HDY-21移行机的多重任务,提高输送设备的传输速度。改造实物如图2所示,改造后的新路由如图3所示。
(1)根据现场测绘数据重新设计一套升降移行机LSY-1,执行原移行机的3项工作。
(2)根据现场测绘新增一套链式移行机和一套升降滚床。
(3)在HDG3-27工位入口设置一个缓冲存储车位。

图2 QC入口移行设备改造实物
2.输送设备功能分析
(1)当LSG-30工位连续出现两辆车准备从“返修车进入路由”进入返修存储区时,两辆车可以分别停在LSG-36工位和HDG3-27工位入口的暂存位置,不会造成主线的堵塞。
(2)当有连续两辆返修车出现时,升降移行机LSY-1将从HDG3-8工位取出合格车从“合格车返回路由”补充主线的空位。
3. 项目难点分析
该项目改造在生产主线上施工,时间紧且风险大,对施工质量要求很高,需要认真规划准备施工。
(1)项目规划的难点 在现有的旧生产线上进行改造,所在区域空间紧凑,改造方案受很多条件限制;按照新操作要求设计各类输送设备的输送能力,整合各类输送设备匹配的输出效率。
(2)项目实施的难点 在生产主线上进行设备改造,仅利用春节连续4天停产时间施工,工程施工量大、系统调试量大,改造后设备运行质量要求高;在QC入口改造工程中,为了提升LSY-1升降移行设备在6个交接位置的上下件可靠的难题,突破性地将6个交接位的上下件到位开关集成到输送设备上,集中1处调试,缩短了调试周期,提高了输送的可靠性。
改造后运行效率分析
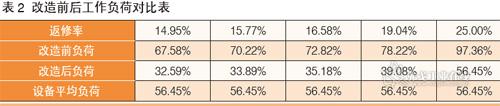
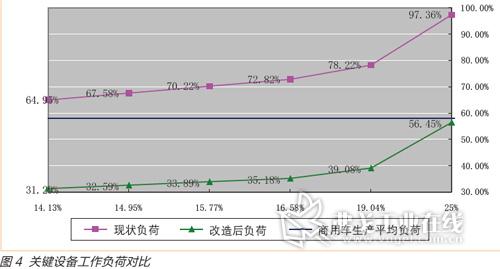
根据统计分析,判断瓶颈设备移行机良好工作状态的标准是返修率12.5%时平均工作负荷56.65%。伴随着返修率的上升,瓶颈设备工作迅速提升,直至造成主线堵塞和QC检查站空位。如图4中粉红色线发展趋势,在返修率在短时间达到25%时,设备运行负荷达到97.36%,远远不能满足生产要求。
经改造后,瓶颈设备的工作内容得到分摊,工作负荷明显降低。在返修率短时间达到25%时,设备运行负荷达到56.45%,接近标准值,如图4中绿色线的发展趋势。因此,改造设备抗最大返修率瞬时峰值冲击能力从20%达到甚至超过30%,减少堵塞主线的几率。改造后瓶颈设备负荷对比数据如表2所示。
结语
此次有计划、有方案的修改主链,充分分流了QC区域复杂的路由,通过标准化、模块化和柔性化设计,使得整个机运链系统柔性能力得到提升。当出现故障问题时,主链上有缓冲,不会立即停线,能够适应公司快节拍的生产效率。
QC入口机运设备效率改造项目的实施,体现了诸多的创新性:
1. 改造的创新性
在有限的场地空间内对已有的设备进行适应性改造,用最小的资源和时间投入取得明显的生产效率提升。
(1)自主改良优化升降移行输送机LSY-1关键设备;优化施工方案,缩短施工周期;自主测绘现场,规划确定设备组合方案。
(2)利用闲置的2套升降滚床设备、1套变频器控制柜和1套链式移行机设备;自主测绘现场,规划确定设备组合方案。
2. 项目使用的新技术
(1)采用设备集成技术,改造原有的移行输送机变为移行升降输送机;增加升降功能的输送设备动作得到优化,提高了传送速度。
(2)在移行升降输送机上采用滚床感应开关集成技术,优化了设备维修维护难度,设备运行更加可靠。
(3)采用链式移行输送机取代普通移行输送机,优化了操作方式。
3. 项目采用的新工艺
(1)采用新型的生产线布置,优化了UBC底胶离线打磨的生产方式,减少因为离线手工排车进出主线而产生的生产效率损失。
(2)用新型的生产线布置,优化了QC入口返修车离线输送的生产方式,减少了因为短期内过多的返修车排队进出返修区而产生的生产效率损失。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖