安全集成在加工中心上的应用
通过安全系统的集成化与模块化,可以最大限度地保障复杂加工设备有效地执行安全动作,降低设计制造周期及成本。安全集成已成为数控系统不可分割的一部分,是数控加工技术的未来研究方向之一。本文针对德国原装进口加工中心G325,介绍了基于SINUMERIK安全集成的特点和内容。
安全集成是将安全系统与控制系统集成化、模块化和标准化,以保证具有同类安全系统的不同类型的设备达到指定的安全等级。根据ISO 13849-1关于安全评估的标准,安全功能的故障概率必须以PFH值(每小时故障概率)的形式指出,西门子系统安全功能的PFH值取决于数控系统的安全方案、硬件配置(驱动数量、控制方式和使用编码器的数量等)以及其他安全功能组件如AS-I、PROFIsafe的PFH值,它代表了系统集成的所有安全功能故障概率。
本文介绍的这台G325为双主轴、四刀库的大型加工中心,伺服轴多达18个,拥有强大的钻铰、铣削功能,特别适合发动机缸体、缸盖等箱体类零件的加工。该设备使用了西门子新型数控系统SINUMERIK840D sl,集成了SINAMICS S120驱动系统,并通过自动化系统SIMATIC S7-319 3PN/DP加以补充。
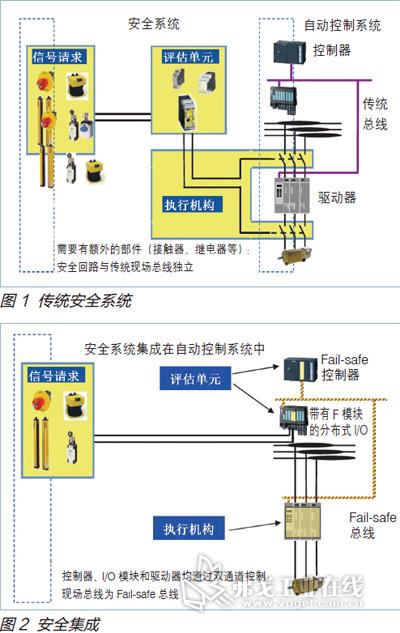
传统的安全系统与安全集成的区别
安全系统由信号请求、信号评估和执行机构三大部分组成。传统的安全系统如图1所示,其主要特点是安全系统与控制系统完全独立,如评估单元通常为安全继电器,其信号的传输通过双通道回路监控;执行输出通常为强制性断开输出主回路。这类安全系统灵活性低,安全控制较简单稳定,对于复杂的机械结构和控制要求难以保障其安全性,例如机床某轴在断电情况下被移动时,如果为传统安全回路,启动机床后系统不会有报警提示。在使用特定的安全集成功能后,系统能时刻监测轴的状态,信号请求不局限于急停、光幕等开关量信号,系统内部轴位置、转速等数字量信号也被视为安全信号。
安全集成(见图2)可以将评估单元和控制器、安全通道和数据通道以及安全执行机构和驱动器等模块式地对应集成。安全集成可以直接控制驱动器中的半导体,而不需要在主回路上使用机电式的控制开关,这样在一个多轴控制的设备中,不仅可以节省电缆、接触器等硬件,使机柜变得更加简洁,还可以通过安全总线,使设备达到更佳的安全标准和简便的维修。
安全集成功能
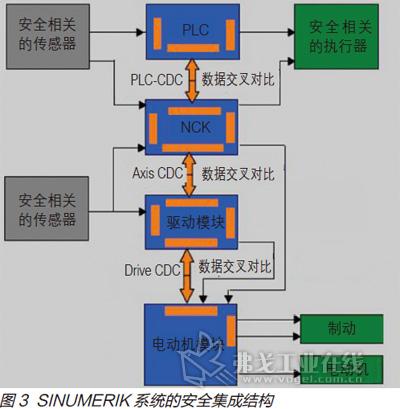
基于SINUMERIK系统的安全集成功能组成包括:全输入、输出I/O,通过PROFIsafe安全I/O模块实现;安全控制逻辑校验(SPL CDC),通过NC与PLC实现安全逻辑的双通道控制;通过数据校验(Axis CDC),NC数据与驱动轴数据同步校验,保证数据安全;执行单元电机控制(Drive CDC),NC控制(同步指令)驱动单元与驱动控制器控制(通过PLC控制轴接口信号)驱动单元实现双路控制。SINUMERIK系统的安全集成结构如图3所示。以下针对此台加工中心安全技术特点,对全输入、输出I/O过程和安全控制逻辑校验进行简单分析。
1.信号输入、输出
对西门子840D sl数控系统而言,安全信号分为内部安全信号和外部安全信号,该设备的外部安全输入信号包括双手开关、急停和安全门锁状态等,特别指出的是,在本案例中AS-I总线也作为SINUMERIK数控系统的安全信号请求之一。外部安全输出信号包括夹具动作和安全门锁,其输出过程由PROFIsafe模块双触点控制。
内部的安全信号包括每项安全集成功能的触发信号和状态信号,如STOPA和SG等安全功能的触发信号和是否响应的状态信号等。因内部安全信号的输入、输出模式较为固定,以下针对外部安全信号的输入、输出进行分析。
(1)AS-i总线监控AS-I(传感器/执行器接口)通过高柔性和高可靠性的电缆把现场具有通信能力的传感器和执行器方便地连接起来,组成AS-I网络。AS-I的安全从站,如紧急开关、安全位置开关等,可以像一般的从站一样接在AS-I网络中,它们的信息传递协议和正常的AS-I通信协议一样。在AS-I安全工作中的关键设备是安全监测控制器,它被设计用来和AS-I主站一样接受相应的安全从站的信息,起到实时监测并及时对故障信息进行处理的作用。在工作过程中,一旦发现安全从站的信息异常或有紧急情况发生,安全监测控制器能使用自己的双路控制输出做出及时的反应,切断相关外围设备电源(如液压站、回液泵等),同时其安全输出也将传递给PROFIsafe模块,经过PLC和NC的双重评估,使S120驱动系统做出相应的安全动作,从而起到保护作用。
(2)PROFIsafe总线通信协议PROFIsafe将安全设备和标准设备的数据流完全整合在以Profibus和Profinet为平台的总线系统中,使标准设备和安全设备能同时共用一条通信链路。该通信只需在Profibus或Profinet占用一条PROFIsafe安全通道,即安全插槽。与AS-I总线类似,安全通信不通过冗余电缆来实现,这不仅可以在布线和品种多样性方面节约成本,而且也方便日后系统的改造。驱动组中每个配置了PROFIsafe的驱动器都是一个PROFIsafe从站(称为F从站或F设备)。
本机床使用Profibus的安全通道作为PROFIsafe总线,安全信号及PROFIsafe安全总线分配的地址如表1所示。

其中INSE(P)1采用双通道等效双开关接线方式,INSE(P)4采用单通道/非等效双开关的接线方式,其余的则为单通道/等效双开关接线方式。
安全信号直接或通过AS-I总线间接地输入到PROFIsafe中,这种优势在于利用了AS-I总线和PROFIsafe总线各自的特点,并进行了巧妙地结合。一方面AS-I总线的输出可以实现不通过PLC,直接使外围的输出设备及时、安全地响应;另一方面PROFIsafe总线可以实现使伺服系统安全动作的目的,既简化了硬件线路,又实现了特定的安全需求,如SG功能(安全门在打开的情况下各轴限速运转)。
2.安全控制逻辑校验(SPL CDC)
安全控制逻辑校验的原理就是PLC通道的各个参数和NC快速输入、输出通道的各个参数按照一定排列的加权和,两者相比较,这个值也叫校验和。在NC和PLC中均有程序对安全信号评估。
在NC的SAFE.SPF文件中,定义了INSE接口,急停信号INSE1接口为$A_INSE[1],在N230程序段中将信号重新定义到$A_MARKERSI[9],后续程序可以直接调用$A_MARKERSI[9],即间接地调用了$A_INSE[1]。这样达到实现在不同组态方式下,只需修改接口而无需改变程序,就能实现安全控制的目的。
同理,在PLC的DB18中定义了INSEP接口,急停信号INSEP1接口为DB18.DBB38.0,FC88调用后被重新定义为DB18.DB71.0(MARKERSEP9)。
SAFE.SPF有3种不同的启动机制:Safety-PowerOn、PROG_EVENT和用户PLC程序,本例中使用PROG_EVENT。
以上只针对外部的安全信号输入、评估和输出做了解释,对于内部的安全信号和基于SINAMICS实现的安全功能不再赘述。对于SINUMERIK 840D sl系统,其输入、输出SGA/SGE可以归结为表2。
结语
综上所述,在G325加工中心上运用西门子安全集成方案,不仅软件上灵活成熟,实现了特定安全需求,而且硬件上高度集成,降低了设计制造的周期和成本。G325借助了SINUMERIK840D sl系统快速插补计算以及S7-319 3PN/DP的高柔性自动控制能力,使得该设备具有高安全性、可靠性和加工精度。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖