磁粉探伤的工艺开发路线及方案设计
作为特殊工艺,探伤工艺开发的先期策划对后期设备的使用和过程维护起着至关重要的作用。将国内探伤标准与实际应用相结合,梳理出探伤的基本过程,本文对探伤的基本过程进行了梳理,并介绍了根据不同步骤制定的相应规范或要求。
在设计工艺之前,首先要分析产品图样对探伤的要求。尤其要确认探伤工件的检测部位及缺陷类型,以根据不同的要求选择合适的探伤工艺。产品图样上应对探伤部位及缺陷的类型和判断标准有明确的要求或引用的标准。工艺过程的探伤原则上应严格按照产品的要求进行。
由于铸造缺陷、淬火裂纹以及发纹等不同缺陷类型对探伤灵敏度的限制,对于产品的要求应首先分析探伤灵敏度能否满足。当检测铸造缺陷等“大型”缺陷时应选择一般灵敏度进行探伤,当检测磨削裂纹等“小型”缺陷时应选择高灵敏度进行探伤。如果产品对两种类型缺陷均要求探伤时,应与产品设计人员充分沟通。若确有必要,两种类型缺陷应分开检测,以提高探伤的准确度。
一般对于机加工过程的探伤(半成品及成品),只要求对工件的加工部分或加工后影响的部分进行探伤,不推荐对非加工部分进行探伤。除非有特殊需要(经常出现问题的地方)的部位。对于加工过程中的半成品、成品工件的探伤,本文推荐按表1中的内容检测。
工艺路线设计
1.探伤工序布置的一般原则
(1)曲轴、凸轮轴工艺安排有淬火工艺过程的,精磨之后必须进行探伤,并推荐100%探伤。淬火后也应探伤,推荐1/50抽检。
(2)曲轴工艺安排有滚压、氮化工艺过程的,滚压、氮化之后可以进行探伤。
(3)为避免细小铁屑对磁悬液的影响,不推荐在抛光、去毛刺工序之后进行探伤,工件探伤后,最终必须安排清洗,以保证磁悬液的有效去除;对于油孔等不易去除磁粉的部位可考虑探伤前进行封堵处理。
(4)探伤前,若有对工件进行磁化或磁化加工的工序,应考虑磁化对探伤的影响或安排退磁后再进行探伤。
(5)无论选择哪种工艺安排,均应考虑100%探伤频次的影响。
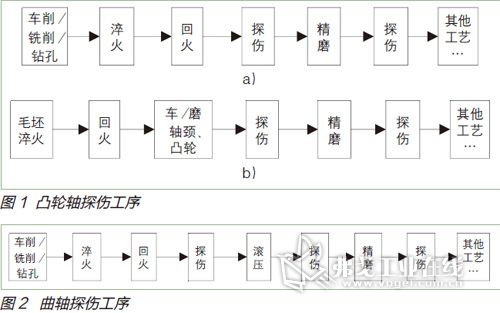
2.曲轴凸轮轴探伤工艺布置(推荐)
凸轮轴探伤工序编排如图1所示。曲轴探伤工序编排如图2所示。
3.探伤机的摆放
探伤机应东西放置,与地球磁场垂直方可有效退磁。此外,在工艺路线设计时也应考虑探伤机的摆放方向对整线布置的影响。
工艺方案设计
1.探伤设备的选择
探伤设备一般采用半自动式、人工上下料的设计形式。一般应满足以下条件:探伤设备必须配备磁悬液喷淋搅拌泵及过滤回收系统,并具备退磁功能;探伤设备应具备磁化电流的监控功能,电流应连续无极可调;探伤设备的夹紧端应使用铜网,以减少工件接触不良导致的打火现象;探伤设备夹紧后的工件旋转速度应可调,并应保证旋转速度易于操作者观察/拍摄磁痕显示;其他应满足JB/T 8290-2011《无损检测仪器 磁粉探伤机》标准的要求。

2.探伤方法的选择
不同的探伤方法适用于不同的探伤工件和探伤环境,探伤方法的选择是综合因素的结果,没有绝对的标准。对于曲轴和凸轮轴,我们考虑到截面的复杂、加工节拍及探伤精度的要求推荐选择湿法、连续法、交流磁化法或复合磁化进行探伤。不同探伤方法的适用范围如表2所示。
3.磁化规范的制定
工件的尺寸、形态和欲检出缺陷的种类及磁化方法等都会影响磁化规范的制定。本文不推荐订货方对磁化规范进行制定(专业厂的经验一般都高于订货方),只是参与磁化规范制定方案的交流即可。当然磁化规范的有效性需要在设备验收时进行验证。
磁化规范的制定可参见JB/4730.4-2005 《承压设备无损检测 第4部分:磁粉检测》

4.探伤光源的选择
探伤的光源可分为白光光源和黑光光源。白光光源和黑光光源均可以进行磁粉探伤。
(1)白光光源 只要满足白光照度即可,一般应≥1000lx。波长为400~760nm,只适用于使用非荧光磁粉探伤。
(2)黑光光源 又称紫外光源,波长320~400nm,适用于荧光磁粉探伤。紫外线荧光灯在工件表面的辐照度应≥1000mW/cm2,并应在暗室或暗处进行。紫外线荧光灯照射位置应可以进行调整,但在工件的探伤过程中不应移动。
对于批量生产的轴类零件的探伤,应优先选择黑光光源作为探伤光源并直接在探伤设备上配有暗室。暗室内安装排风扇,确保空气流通同时不影响外部光线的遮蔽。
5.磁粉的选择
对于专业厂的曲轴、凸轮轴探伤,多选择荧光磁粉,荧光磁粉可见度和对比度较高,效率也较高。非荧光磁粉使用简单,对于非批量性的检测和无高效率的要求时可选择非荧光磁粉。
磁粉的性能要求应能符合JB/T6063-2002《无损检测 磁粉检测用材料》标准的规定。磁粉的性能验收一般以厂家提供的专业的检测报告为准即可,特殊情况下可以委托专业检测机构进行检测。对于探伤机的使用方应更多的以探伤的效果进行综合判断。

6.载液的选择
载液一般可分为油基载液、水基载液和特殊载液。常用的载液为油基载液和水基载液。
(1)油基载液 考虑安全性,不能使用低闪点的煤油作为载液。
(2)水基载液 水不能单独作为载液,应加入适当的防锈剂和表面活性剂,必要时添加消泡剂。
基于目前探伤行业水基载液性能水平的提高(添加剂保证),在载液选择时我们应首先考虑前后工序切削液的性质(水基或油基)对载液的影响。一般在使用水基切削液后进行探伤的工序应选择水基载液,以尽量减少探伤前的清洗,节约成本,提高效率。
对于载液验收,一般以厂家提供的专业的检测报告为准即可,特殊情况下可以委托专业检测机构进行检测。对于探伤机的使用方应更多的以探伤的效果进行综合判断。
7.磁悬液浓度的选择
浓度与灵敏度的关系:浓度太低,影响漏磁场对磁粉的吸附量,磁痕不清晰会使缺陷漏检;浓度太高,会在工件表面滞留很多磁粉,形成过度背景,甚至会掩盖相关显示。一般对于表面粗糙度要求较高的工件表面,要求发现较小的缺陷时应选用高浓度的磁悬液,对于毛坯表面或螺纹表面一般选用低浓度的磁悬液。磁悬液的浓度范围应在设备调试时进行确定,表3为推荐范围。
8.退磁的选择
退磁常用的方法有交流退磁和直流退磁。另外,还有高温退磁,工件加热到居里点以上,这是一种最有效的退磁方法。一般对于淬火前进行探伤的,当淬火时加热温度可以达到800°以上的,淬火后可以不用退磁。轴类零件的探伤一般选择交流衰减法退磁,退磁装置应能保证工件退磁后表面剩磁小于或等于0.2mT(160A/m)。
9.探伤辅具的配备
对于曲轴、凸轮轴的探伤推荐配备下列辅助器材: 磁场强度计;标准试片、标准试块(E型)、磁场指示器和磁粉性能检测卡;磁悬液浓度沉淀管;2~10倍放大镜;白光照度计;黑光灯;黑光辐照计; 毫特斯拉计;磁粉粒度标准筛;探伤防护眼镜及防护服等防护设备一套。
结语
设计探伤工艺路线时需要根据产品的要求、探伤的环境以及探伤工件前后的加工内容来安排探伤工序的布置。对于制造过程中的产品,通常应选择在容易出现缺陷的工序之后(如热处理、磨削等)以及在容易掩盖缺陷的工序之前(如电镀、喷丸)进行探伤。
工艺方案的设计应重点考虑:探伤设备、探伤方法、磁化规范、探伤光源、磁粉、载液、磁悬液、退磁方法和探伤辅具的设计。无论选择什么样的工艺方案都应以能满足探伤灵敏度、检测能力、可操作性、便利性和安全性为目的,并最终实现探伤功能的基本条件开展,同时探伤方案设计的可行性应在设备调试时得以验证。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖