旋转凸轮机构的设计要点
为了解决传统子母斜楔机构占用空间大、运动复杂以及调试困难的问题,行业内创新使用了旋转凸轮。与传统子母斜楔相比,旋转凸轮具有结构紧凑、受力好、精度高和 利于零件定位等优点,在车身模具开发中具有广泛的使用前景。
随着汽车工业的不断发展,车型愈加复杂多样,白车身冲压件的质量要求也越来越高,模具结构变得越来越复杂,制造周期在不断缩短,质量要求不断提升。汽车外覆盖件是组成汽车车身的关键零部件,质量和精度都要求很高,使得很大程度上外覆盖件模具的开发能力直接决定着企业的技术水平。因此,一些新技术、新结构以及新工艺的应用在某些特殊的模具结构中会起到简化结构、方便制造等作用。于是在20世纪末,行业内开始出现一种全新的斜楔机构——旋转凸轮结构。
旋转凸轮机构是在过去侧修、侧整子母斜楔基础上通过技术创新而采取的一种新的斜楔机构,该机构在解决汽车覆盖件产品冲压负角翻边问题中,将翻边凸模对产品负角区域的直线避让转化为旋转避让,原则上采用斜楔加工的成形类内容都可以用旋转凸轮机构代替,对减小模具外形尺寸、降低成本具有重大的意义。
旋转凸轮分为转轴式和外置式两种,本文主要介绍转轴式旋转凸轮在汽车覆盖件模具中的应用。
旋转凸轮工作原理
旋转凸轮能够将汽车覆盖件产品冲压负角翻边时,凸模对产品负角区域的直线避让转化为旋转避让。将需要侧向加工的负角区域的凸模按照一定直径做成圆柱形,使其能够绕一个轴心旋转,且旋转过程不会与制件发生干涉,实现凸模避让方式由直线往复运动变成旋转运动。
旋转凸轮的设计
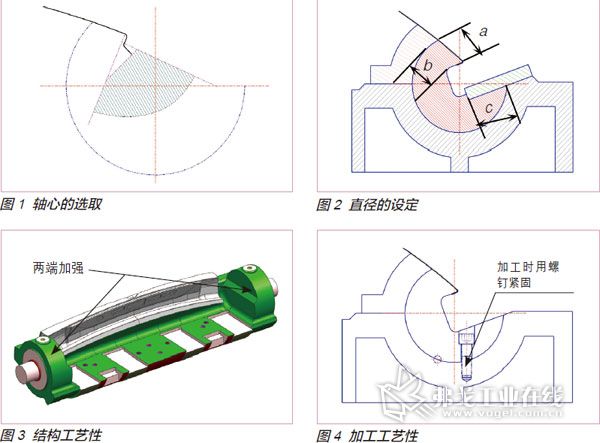
1.轴心的选取
过旋转区域各断面线的最远点分别做垂线,则几条垂线在制件外会有一个开放的交集,凸轮的旋转中心应设定在这个区域内,如图1所示阴影部分,避免凸轮在旋转过程中会与制件干涉。
2.直径的设定
直径的大小与轴心位置密切相关,同时也与加工部位的形状和轮廓有关,合理的凸轮直径至少应满足a≥25mm,b≥50mm,c≥70mm,如图2所示。
3.凸轮的工艺性
(1)结构工艺性 凸轮强度不足时除调整轴心位置、加大凸轮直径外还可以采用将凸轮轴向两端围起来进行强度的优化,如图3所示。
(2)加工工艺性 凸轮装配后加工形面时为防止加工时发生转动,凸轮与凸轮座之间增加紧固螺钉,在凸轮可靠的固定于凸轮座上,将轴向两端面增加防转销,对其进行可靠定位,如图4所示。
(3)起吊方式 凸轮本体为方便装配和工序间的传递需设计起吊螺孔,空间允许时可以采用铸入螺纹套,起吊孔尽量设计在重心位置以使起吊平稳,起吊孔原则上应设计两处(以长度400mm间距),起吊螺孔的间距不得小于凸轮长度的60%,如图5所示。
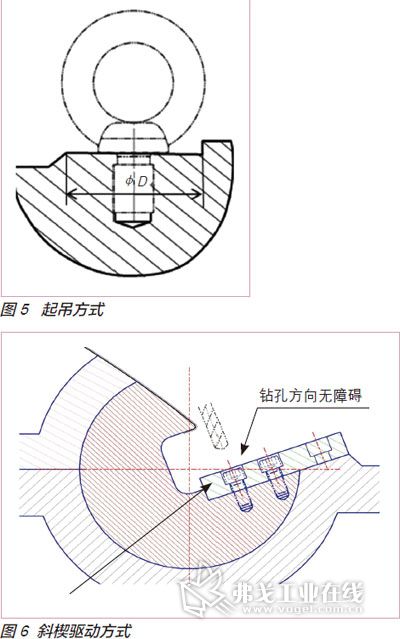
4.斜楔驱动方式
安装于凸轮上的斜楔驱动导板是专用的,其下部的4个螺孔用于将导板固定到凸轮上;上部的1个螺孔用于凸轮在加工和运输时的连接紧固,工作时不连接,导板安装时应确保凸轮的强度不削弱,同时要能够对侧翻边(侧整形)镶块起到可靠的反侧作用,使翻整部位的受力能够直接作用到导板上;其次,保证加工的可行性,确保导板安装面能够加工,螺钉孔加工方向无障碍;在螺钉不能加工时采用用键将导板挤住的形式固定导板,如图6所示。
5.凸轮旋转角度的确定
凸轮的旋转角度可以是任何角度,但是实际设计一般以1°为单位,最终的旋转角度应尽量小,同时必须能够满足制件取出所需的必要空间,如图7所示。
6.凸轮的公差
旋转凸轮直径方向的公差配合属间隙配合,但间隙比较小,属于转合的范畴,通常采用基孔制表示,一般选用的公差配合为H7/g6。
凸轮座的设计
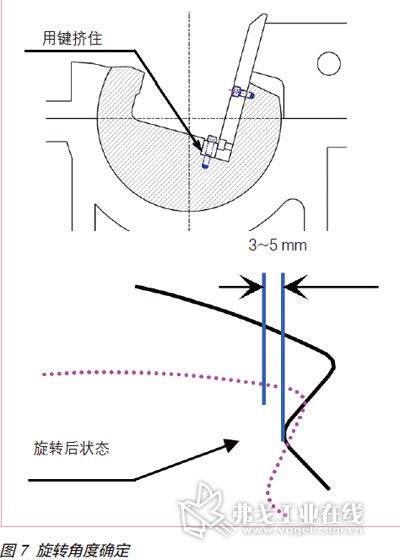
1.凸轮安装方式
凸轮装配方式有侧面推入和垂直装入两种,如图8所示,侧面推入一般用于短小的凸轮,凸轮座可以采用整体方式;垂直装入时凸轮座需采用分体的装配形式,以满足凸轮的安装。
2.基座的定位及材质
基座应采用“挡墙+挡键”的形式精确定位,四面镶死,以确保凸轮机构的定位准确可靠,防止装配时造成偏差。基座一般采用QT600,盖板不带整形内容的采用HT300,反之,采用MoCr铸铁。
驱动方式及气缸效率
1.驱动方式
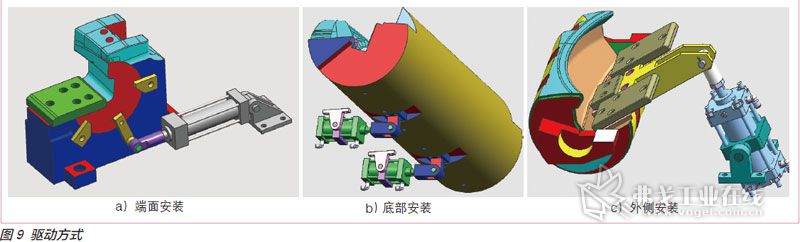
转轴式旋转凸轮由铰轴式摆动气缸驱动,气缸与凸轮的连接方式有端面安装,底部安装和外侧安装三种主要形式。其中端面安装方式常用于回程力较小的小凸轮,底部安装方式和外侧安装方式能够提供比较大的驱动力,大凸轮采用,如图9所示。
2.气缸效率
旋转凸轮普遍采用气缸做为动力源,对于自动化生产的模具,气缸效率要满足设备节拍需求,下面我们以φ100mm气缸(行程足够)为例,对气缸效率的计算方法进行讲解。
φ100×50气缸 (行程足够)的相关参数如下:气缸压力截面积A1=78.5cm2;气缸拉力截面积:A2=71.5cm2;所要压强P=5kgf/cm2; 所要流量Q=61l/min(P、Q为空压机参数);负荷效率μ=50% (负荷效率一般是65~70%,但考虑凸轮重量载荷,按通常取值50%考虑)。用过工时计算出气缸可以提供的压力和拉力。
气缸压力=P×A1×μ=5×78.5×0.5=196kgf,
气缸拉力=P×A2×μ=5×71.5×0.5=178kgf。
由于计算时已经考虑了负载效率,所以这个力带动凸轮运动足够,比较保守;气缸可以提供的力我们可从标准件书上查到;按经验一个直径φ300mm,长度1000mm的旋转凸轮驱动力很小,所以没必要选用太大的气缸,用一个φ63mm或φ80mm的气缸带动足够。
(压力)气缸速度V1=12.95mm/s;
(拉力)气缸速度V2=14.2mm/s;
所要时间:
(压力) t1=3.9s;
(拉力) t2=3.52s 。
气缸运行一个行程所需要的时间:伸、缩分别为3.9s和3.52s;冲压次数为8次/分。
这种情况下一进一出的时间7.4s,每分钟8次左右,达不到14次的自动化要求,要想提高效率,需要增大Q流量(即增加空压机)或者缩小气缸缸径面积A。
凸轮的导向和润滑
1.径向旋转的导滑
凸轮导滑面的长度要求凸轮轴上全加工,凸轮座上分段加工,非导滑区域降低5mm,减少研合量。
2.轴向的导滑和限位
凸轮轴向的导滑和限位使用两端的凸轮限位板来完成。
3.凸轮的润滑
为了增加润滑,减小凸轮和座之间的滑动磨擦,要在凸轮座上设计油路,并且要保证油路贯通。常用的的自动加油器采用“Perma-Classic-SF01-P12”(电化学反应类型)。
结语
旋转凸轮在工厂技术开发环节的广泛应用,提高了三维实体设计的效率,其结构简单,外形尺寸小,加工、制造方便,避免了传统子母斜楔、链式传动机构复杂、庞大且加工成本高等的不足,充分显示出该结构的优越性。本文对其设计流程及注意事项的阐述,以此能够给同行提供一定的借鉴和参考,共同促进国内汽车模具行业的技术发展与提升。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论