数控车床的多工序集成加工
本文以神龙公司BE二轴生产线改造项目为例,从夹具设计、刀具和加工程序的优化等方面,详细介绍了如何应用数控车床的多工序集成加工的理念对项目产能进行优化扩充,提升了数控车床的加工效率,节约了投资成本和生产成本。
伴随多工序集成加工在机械制造领域的广泛运用,神龙汽车有限公司在新项目的产能提升中,结合公司的生产实际,在原来数控车床已经形成产能的基础上,充分考虑了数控车床的多工序集成加工技术的应用;并从夹具设计以及刀具和加工程序的优化等方面出发,去优化扩充产能的项目,从而提升了数控车床的加工效率,节约了投资,降低了生产成本。
生产现状
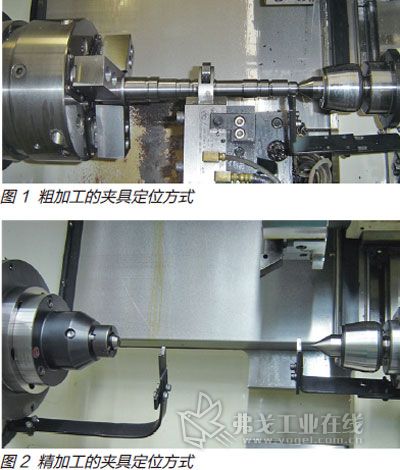
在BE二轴生产线新项目中,公司需要将产能从年均17万辆提升至24万辆。现生产中工艺路线为:铣打中心孔、铣加工二轴外圆和端面→粗车二轴→精车二轴→后续工序。其车削加工分为两道工序进行,车削粗车定位方式采用前后顶尖定心、卡爪夹持外圆和中间辅助支撑的定位方式(见图1);精车采用前后顶尖定心、端面棘爪驱动的定位方式(见图2)。
按照现在的生产工艺进行布置,需要购买2台设备加工7万辆的年产能,而原有2台设备能加工17万辆,同时在综合考虑平面布置和人员配置(一人多机)的情况下,还需要新增一名操作工。无论从机床采购成本、生产占地面积和劳动生产率提升等各方面来讲,都将对生产成本造成很大的浪费。
改进方案
1.改进原则
我们选择采用粗精加工合并的集成加工技术方案对生产线进行改进,按“工序集成、工艺加工内容不变”的原则进行改进。原有加工和检测工艺卡分两道序设计,后续方案必需保持和现生产工艺卡一致,以免新增工艺卡,造成现场工艺卡混乱,同时减少设备的操作隐患和质量事故。
具体方式为:购买一台设备,将粗车和精车数控加工合并在一台机床上加工;对夹具进行优化设计;对数控程序进行优化设计改造。

2.方案制定及实施
(1)夹具设计 由于采用工序集中加工原则,将原来的两道序合并成一道序,需要在夹具的驱动端新增自动伸缩浮动卡爪。因此夹具形式采用两顶尖定心、自动伸缩浮动卡爪和端面驱动爪的组合夹具形式。夹具结构如图3所示。
工件装夹及加工方式实现过程为:直接上料→关门→按启动按钮→尾顶尖将零件顶在驱动端顶尖上定心(同时目视零件定位可靠)→按启动按钮(确认夹紧可靠)→自动伸缩卡爪伸出并夹住大外圆→进行粗加工→工件停止、自动卡爪缩回且端面驱动卡爪伸出→精加工,加工完毕取出零件。
(2)夹具的结构方案 为保证以上动作的实现,夹具结构主要考虑以下三方面的要求:
第一,夹具采用两顶尖定心、自动伸缩浮动卡爪和端面驱动棘爪的结构形式,驱动端采用双活塞油缸设计,其目的一是保证夹持零件端面的浮动卡爪自由伸缩;二是保证端面驱动爪伸缩,并提供足够的能抵抗切削和尾顶尖的顶紧力。为保证以二轴零件加工质量可靠和夹具易损件的寿命,采用德国罗姆(Rohm)夹具;尾顶尖选用和目前一致的MK4型号顶尖,其最高转速可达到4000r/min。
第二,零件受力分析,考虑车削零件受力状态,保证零件可靠安装。零件在加工过程中,粗车由卡爪夹持,刀具切削零件产生的轴向力方向是靠端面卡爪后拉方向,因此粗车工位夹持可靠,不考虑零件的驱动力。在精车工序中,零件靠驱动卡爪驱动,刀具会产生切削轴向力,必需满足棘爪的驱动力(F1 )和刀具车削产生的轴向力(F2)之和小于尾顶尖的轴向力(F3),即F1+F2<F3,证明零件轴向受力在大端面顶尖上,尾顶尖不会松脱。这样能保证零件在加工时夹持力可靠。零件受力分析如图4所示。
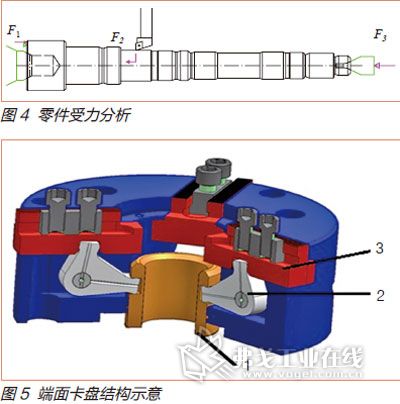
第三,每次装夹零件时,零件必需与端面顶尖贴合,以保证零件轴向尺寸稳定。夹具卡爪采用后拉式浮动卡爪,以保证零件在装夹后与驱动端面顶尖贴合。其实现过程如图5所示,部件1连接油缸,当油缸推动部件1上下往复移动,带动部件2沿自身定位销转动,其带动部件3产生径向移动和微小的轴向移动,从而产生夹紧时的后拉动作,带动连接在部件3上的卡盘产生实现后拉功能。
(3)刀具设计实施 以刀具保持不变、切削参数保持不变为原则,以减少刀具的品种和刀具库存量为目的,最终实现生产成本的节约。目前刀具的使用情况如表所示。
(4)程序设计 对上料及加工过程进行对比。现生产方案的上料和加工过程为:手持零件→按脚踏板后夹紧→关门→按启动按钮加工,程序结束;新方案为:直接上料→关门→按启动按钮→尾顶尖将零件顶在驱动端顶尖上定心(同时目视零件定位可靠)→按启动按钮(确认夹紧可靠)→自动伸缩卡爪伸出并夹在大外圆上→进行粗加工→工件停止、自动卡爪缩回以及端面驱动卡爪伸出→精加工,加工完毕取出零件。
以上方案的差别在于:现生产方案是直接手持零件夹紧,而新方案是直接上料,但要将启动按钮按两次,以确认零件定位可靠。新方案由于要保持和现场工艺卡检测内容一致,而检测内容分为粗加工和精加工,所以在程序设置时要保证粗加工完毕时停止,可以实现抽检零件。因此,根据以上要求进行编程即可。

3.加工节拍对比
新方案的生产节拍为151s,除去卡爪伸缩、手动上下料时间和夹具确认等辅助时间,机床纯加工时间为120s;现方案除去多余的辅助动作其纯加工时间为118s,纯加工时间二者相差2s,加工节拍相近。
4.效益分析
按新方案进行加工,可节约一台机床投资和10m2的占地面积,并且按一人多机配置,可以节省一名操作工的配置。从投资和生产效率看,该方案产生的经济效益巨大。
结语
在汽车动力总成的机加线能力扩充项目中,如果将多工序集成加工方案充分考虑到前期的工序设计中,并对工装、夹具、刀具和程序做相应的优化改善,其所产生的结果必将给企业带来巨大的经济效益。目前我公司在其他生产线补充产能项目中,都采用工序集中加工的原则进行投资生产。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖