自动控制系统在废气余热利用中的应用
通过废气余热利用系统,对三通比例调节水阀采取控制模式为出口烟气温度PID和出水温度PID双重控制开度模式,使车间工艺回水充分利用该废气余热进行预加热,有效提高了能源利用率,降低了生产成本。
节能与环保可以帮助企业节省燃料费用支出,提高经济效益,增强市场竞争力。
余热是指能利用而未被利用的热能。与发达国家相比,我国工业装备落后,能源利用率低。在很多行业的生产中大量可利用的热能被直接排空,既浪费能源又污染环境。余热回收就是将这部分浪费的热能加以回收利用,是提高能源利用率,降低生产成本,实现保护环境最直接、最经济的手段。
项目简介
涂装流水线的七大组成部分主要包括:前处理设备、电泳设备、喷漆设备、烘干炉、能源系统、电控系统和悬挂输送链等。烘干炉是涂装生产线中的重要设备之一,它的温度均匀性是保证涂层质量的重要指标。同时,烘干炉也是涂装工艺的第一耗能大户。
目前,各类涂装车间RTO焚烧炉的废气燃烧完后大都是直接排放,不仅污染了环境,而且浪费了大量热能。涂装RTO焚烧炉烟气排放温度约200℃,一方面RTO炉大量的热能随着废气排放而浪费,另一方面车间工艺如前处理电泳、油漆和空调机组加热等又需要大量的热能来进行升温。基于节能环保的理念,我们在涂装锅炉房构建了一套废气余热利用监控系统,使车间工艺回水能够充分利用该废气余热进行预加热。
废气余热利用监控系统
1.监控系统组成
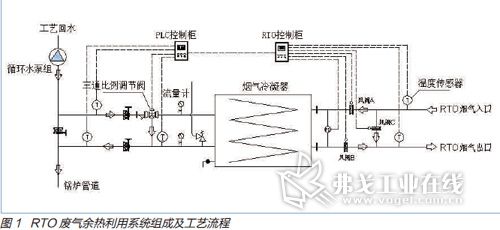
如图1所示,废气余热利用监控系统主要由烟气冷凝器(换热器)、电动三通比例阀、PLC控制柜、压力温度流量传感器和上位机等组成。在RTO 炉排烟管处布置一台与之相匹配的余热回收器,在余热回收器内与车间70℃工艺回水进行热交换,热交换后烟气温度由200℃降至100℃左右进行排放,预加热后的回水进入锅炉再加热,减少锅炉能耗,节约了成本。
2.系统控制工艺流程
(1)PLC控制柜与RTO控制柜之间信号传输 PLC控制柜为RTO控制柜提供RTO烟气冷凝器进水流量信号;RTO控制柜为PLC控制柜提供RTO设备启动、关闭信号;RTO控制柜为PLC控制柜提供RTO出口烟气温度信号。
(2)PLC控制柜的控制流程
RTO设备在关机的同时应自动将烟气冷凝器的进出口阀门关闭,打开旁通阀门,以保证在下一次开机启动时,烟气不流经烟气冷凝器。
(3)RTO控制柜打开烟气冷凝器的进出口风阀,关闭旁通风阀的前提条件是监测到RTO烟气冷凝器的进水流量信号和烟气的出口温度大于系统设定温度。如果这两个条件有一个不能满足则应自动打开旁通阀门,关闭烟气冷凝器的进出口阀门。
(4)RTO燃烧机启动时即为烟气温度高于120℃时,向PLC控制柜发送启动信号,PLC控制柜控制电动三通阀启动,循环水开始流过RTO烟气冷凝器。反之,当RTO燃烧机关闭时向PLC控制柜发送关闭信号,PLC控制柜控制电动三通阀关闭,循环水被旁通,不经过RTO烟气冷凝器。

3.系统控制原理
为使废气余热能被充分利用,关键是避免RTO废气出现周期性旁通浪费,造成余热利用率低。该废气余热利用监控系统对三通比例调节水阀采取控制模式为出口烟气温度PID和出水温度PID双重控制开度模式,精准调节水阀开度,使烟气冷凝器出水温度和排烟温度恒定。
(1)锅炉房控制柜监测RTO烟气冷凝器出口排烟温度,其目标值设定为100℃(可以设定修改),三通阀自动调节开度,以保持排烟温度接近设定值100℃。出口烟气温度采取PID正比例控制方式。
当烟气温度高于100℃时,加大三通阀开度增大进水量,降低烟气温度(维持在设定值100℃);当烟气温度低于100℃时,减小三通阀开度减少进水量,升高烟气温度(维持在设定值100℃)。
(2)PLC控制柜监测RTO烟气冷凝器出口循环水温度,其目标值设定为80℃时(可以设定修改),三通阀自动调节开度,以保持出口水温度接近设定值。出水温度采取PID正比例控制方式,三通阀开度减少进水量时反而会引起出水温度升高,三通阀开度太小时会引起出水温度报警而切换烟道旁通阀,所以要限制三通阀最小开度,此时需要采取出水温度PID输出值限制三通阀最小开度。
4.上位机监控系统功能
操作人员通过上位机监控锅炉房内工艺设备运行状态和重要工艺参数,减少人工操作巡查,提高运行管理水平和企业信息自动化管理水平。
(1)如图2所示,通过上位机监控组态画面实时监控锅炉房内的余热利用设备运行状态,监视管道温度、压力、阀门开度和流量等重要工艺参数信息。
(2)如图3所示,通过上位机监控组态画面可以远程监视和设定控制参数,如PID设定值、阀门开度等。
(3)如图4所示,上位系统提供历史趋势查询功能可以直观的观察到温度、压力和流量等参数随时间的变化趋势曲线,便于操作管理人员分析供热数据。
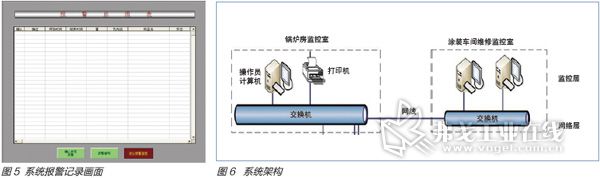
(4)如图5所示,系统提供强大的报警功能,对于各设备的运行状态进行实时监视,并按照指定的压力、温度等报警条件进行判断,随时根据监测点参数的实时值进行超限检查。如果出现超限报警状态,会立即弹出相应的报警画面及进行语音和光报警,并且可以进行报警打印。报警每隔10min重复一次,以便提醒操作人员注意报警的存在。
运行报警和事件记录是系统控制必不可少的功能,本系统提供强有力的报警和事件记录功能。报警和事件主要包括变量报警事件、操作事件、用户登录事件和工作站事件。通过这些报警和事件,操作人员可以方便地监视和查看系统的报警、操作和各个工作站的运行情况。当报警和事件发生时,本系统把这些事件存于内存中的缓冲区中。报警和事件在缓冲区中是以先进先出的队列形式存储,所以只有最近的报警和事件在内存中。当缓冲区达到一定数目或记录定时时间到时,系统自动将报警和事件信息写到报警存储文件、打印机或数据库中。报警和事件在报警窗中会按照设置的过滤条件实时显示出来。
报警定义后,如果在运行阶段,参数的数值或变化情况满足已定义的报警条件、从报警条件恢复正常状态和报警应答时均可以产生报警事件(报警发生、报警恢复和报警应答)。同时对每一个变量的报警,可以规定报警的优先级和所在的报警组,分别用于描述报警的严重程度和报警分类信息。
(5)上位机使用工业级计算机,构架于Ethernet网络基础之上,与涂装维修中控室的上位机联网通信,实现信息共享,提高维修人员对现场故障的响应速度。系统架构如图6所示。
结语
根据项目运行情况来看,该系统的平均余热利用效率可达到80%。安装烟气余热回收装置,可以提高热效率、降低能耗;回收的烟气量愈大,再利用能源愈多,节约燃料的量也越大。可见,合理地将涂装RTO焚烧炉废气余热进行利用,将对我国实现节能减排、环保发展战略具有重大的现实意义。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖