虚拟仿真技术在焊装自动线中的应用
本文结合实例,阐述了虚拟仿真技术在焊装车身主焊线调试改造中的应用,介绍了白车身主焊线基于虚拟仿真技术的生产准备工艺规划、工艺仿真和实施方法,展示了虚拟仿真技术在现场调试改造中的价值体现。
虚拟仿真技术的优势
如今,由于人力成本的不断攀升和机器人成本的不断降低,各汽车主机厂焊装工艺规划发展趋势是实现高度自动化,而之前自动化线方案设计普遍都是以仿真为基础、以工艺员经验为支撑。这种模式缺点很多,方案设计者为减少方案后续实施中的风险,往往会在方案前期通过超额预判工装设备更改数量来进行风险规避,而这些数字的背后往往伴随着大量的设计及实施费用,给主机厂造成很多投资浪费。虚拟仿真技术恰恰能够解决这一难题,虚拟仿真技术旨在计算机虚拟环境中模拟现实生产的工艺条件,进行白车身工艺设计与仿真,可在计算机虚拟环境中对整个生产过程进行仿真、评估和优化,从而解决由产品设计到现实制造的转化过程,最大限度地精简生产准备调试周期和费用。数字化平台可以检验生产制造过程中的工艺可行性,规划生产工艺设计方案,提前发现并解决实际生产中可能出现的工艺质量问题,提高生产准备设计方案的可靠性,从而实现产品的快速、低成本和高质量的制造。
焊装生产线工艺规划及仿真
1.焊装生产线的概述
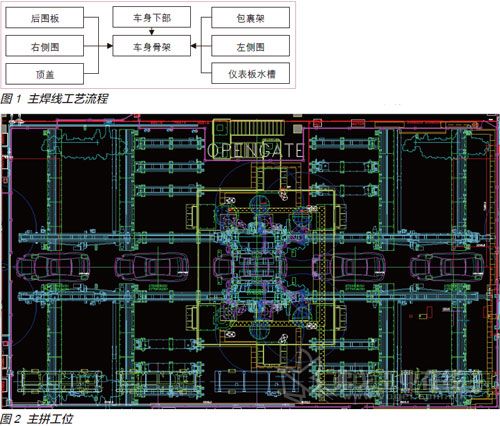
一汽轿车当前主焊线的生产线工艺流程(见图1)通常由左右侧围、车身下部、仪表板水槽、顶盖、包裹架和后围板组成。
当前一汽轿车二工厂主焊线有63台机器人,其中有44台补焊机器人。主焊线是以高速滚床为传输方式,工位间距为6m,传输时间为6s。主焊线的核心工位为主拼工位(见图2),形式为OPEN GATE夹具切换模式,占地为5个工位,理论上可以通过6个车型。本次全新车型项目的工作目标是对主线63台机器人进行工艺设计及精确模拟仿真,并对其中44台补焊机器人进行机器人程序设计及现场示教工作。
2.车身主焊线的工艺设计
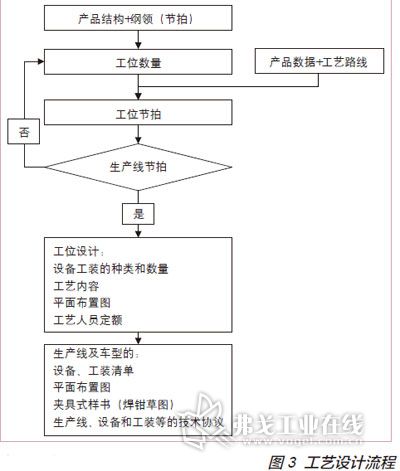
焊装生产线是以工位为基本单位,完成白车身拼装和焊接任务的流水生产线。焊装系统一般由焊装夹具、生产线线体(包括输送装置、传动装置和焊装夹具)、焊接设备(如焊钳、焊机及实现焊接的设备)和检测设备等组成。焊装的工艺设计简单描述,就是以焊装夹具及相关设备按一定工艺流程和排布形式组成的焊装生产线。当然,实际工作中往往是以产品为中心,工艺设计首先要根据产品结构和纲领(实际上是节拍,通过纲领可以计算出生产线节拍),初步确定生产线的工位数量,然后对每个工位进行详细设计,并测算出每个工位的节拍。如果工位节拍满足纲领的需求,就进行详细的工位布局设计,确定平面布置图,同时确定设备工装的种类和数量以及工艺人员定额;如果工位的节拍满足不了纲领的需求,就要通过增加工位或者工位平衡进行调整,从而满足纲领的需求。图3大致描述了工艺设计的流程。
一汽轿车工艺仿真是基于西门子工艺规划仿真软件PD/PS(Process Designer、Process Simulate)和Robcad等软件,模拟现场实际生产中各车间的生产线及工艺内容。本次项目是全新车型通过已有的自动生产线,所以涉及更多的是工艺节拍、工艺内容以及对整个生产过程进行仿真、评估和优化,精确分析改造设备数量及整线工艺平衡问题,最大限度地节约生产准备调试周期和费用。本文所涉及的主焊线焊接过程主要包含涂胶工位、预装工位、主拼工位和补焊工位的63台机器人。
车身主焊线的工艺规划是在PD中按照各工位工作要求将产品、资源等分配到各工位,建立相应操作,再根据节拍要求结合焊钳和夹具结构分配焊点到各工位的相应机器人,粗略规划各工位中每个机器人的工作区域和工作内容。
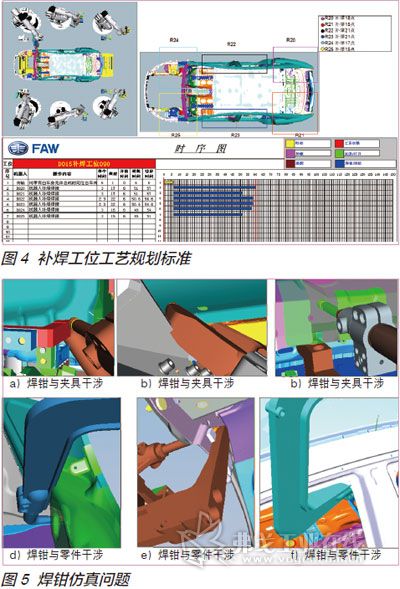
工艺规划是在满足工位节拍的基础上进行的,在分配资源和焊接特性时初步考虑焊接可行性和机器人焊接区域,以便减轻后期仿真工作的难度并避免各机器人之间出现干涉问题。补焊工位工艺规划标准如图4所示。
工艺规划需注意以下几点:选择机器人焊钳体积尽可能小,降低焊接过程中出现干涉的可能性;同一把焊钳所焊的焊点分配尽量分布在同一区域;焊钳电极修磨机布置时要充分考虑机器人的工作范围;机器人一般对称布置在生产线两侧。
3.车身主焊线的工艺仿真
工艺仿真及焊点分配是基于PS仿真工具,针对各工位的每台焊接机器人进行焊接通过性仿真分析、焊接工艺规划及分配的检验,结合焊接时序调整,保证满足节拍要求。结合仿真软件的优势,通过仿真分析,调整焊接顺序,减少机器人因焊接路径复杂而损失的焊接时间,满足焊接节拍需求,提前发现和解决潜在的影响后续生产停台的问题。
主焊线工艺通过性模拟分析共提出23条工艺评审,其中焊钳与零件干涉点11处,焊钳与夹具干涉点9处,工艺无法实现3处,共进行模拟仿真783点。本次项目直接为一汽轿车节约生产投资200余万元,并积累了宝贵的技术经验。图5所示为一些仿真问题的分析。除了检验产品设计和生产工艺规划设计等工作外,通过仿真还可以直接指导现场改造调试工作,缩短生产准备周期,降低出现不必要的碰撞等破坏性事件。图6所示为焊接工艺操作单,用于指导现场调试工作。
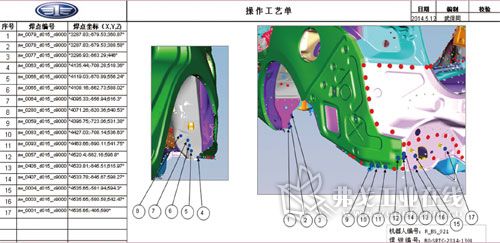 图6 焊接工艺操作单
图6 焊接工艺操作单
通过对车身主焊线的工艺仿真分析,将主焊线783个焊点分配给各工位的每台机器人进行焊接。焊点分配主要保证各焊钳能够达到焊接要求,同时调整焊接姿态,优化焊接路径,尽量避免出现路径重叠现象,保证焊接时间最少,便于满足现场生产节拍的要求。
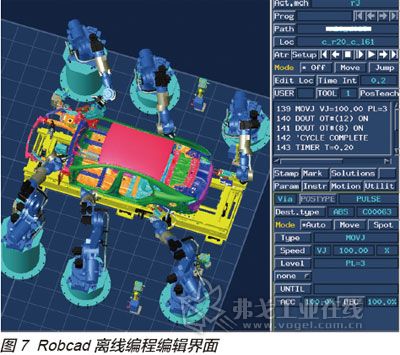
机器人离线编程助力精确仿真
在工业机器人的推广应用中,机器人离线编程技术非常重要,可以大幅度地提高工作效率,具体表现为节省制造时间,实现计算机的实时仿真,为机器人编程和调试提供安全、灵活的环境,因此是机器人研发领域的重要方向之一。机器人离线编程(OLP)系统是机器人编程语言的拓广,它利用计算机图形学的成果,建立起机器人及其工作环境的模型,再利用一些规划算法,通过对图形的控制和操作,在不使用实际机器人的情况下进行轨迹规划,进而产生机器人程序。
车身主焊线离线编程是基于Robcad进行的,机器人离线编程除了对各个机器人焊接路径进行编写,还要考虑机器人之间、机器人与传输机构和车身之间的干涉问题,也就是说完整的机器人程序不仅包括焊接路径,还包括相应的干涉信号、与PLC之间的通信信号等。
一汽轿车本次项目对机器人离线程序进行了初次尝试,并进行了应用,实践证明,离线程序能够节省机器人调试周期,尤其是经验不足的示教人员。虽然本次项目机器人离线程序精度有待提高,但是经过实际检验的程序有助于后续进一步开展虚拟仿真技术的研究,拓宽精确仿真的技术思路。
结语
本次项目是一汽轿车基于虚拟仿真技术的全新尝试,从工艺设计、工艺仿真到机器人调试,全部由一汽轿车工艺人员完成,在本次调试过程中发现了很多问题,这些都是作为项目协调人员无法关注到,但是切切实实影响主机厂生产线效率的问题。当然,通过这个项目一汽轿车主要是想检验虚拟仿真技术如何最大限度地精简生产准备调试周期和费用,如何更好地发掘虚拟仿真技术为主机厂带来的优势。相信在不久的将来,一汽轿车在此方面会取得更大的成绩。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖