下摆臂球销孔部位断裂问题的失效分析
本文通过对下摆臂球销孔部位断裂失效件的检测和CAE分析,得出摆臂翻孔部位小R角尺寸过小是导致下摆臂球销孔部位断裂的主要原因,建议改进下摆臂的翻孔工艺,确保R角圆弧半径达到设计图样的要求。
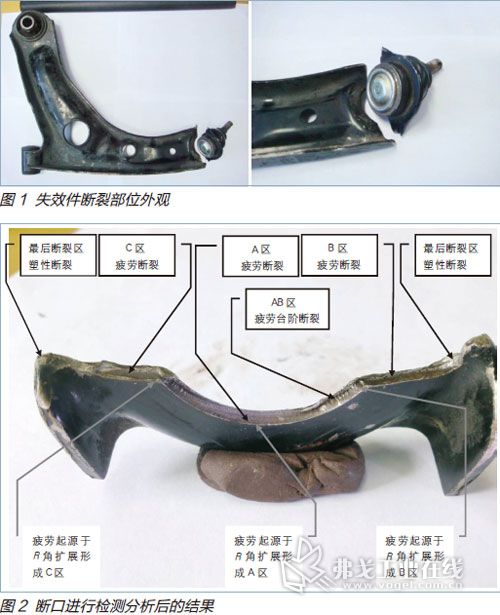
下摆臂是汽车悬架系统的重要零部件之一,某工厂生产的某型号下摆臂产品在最终用户使用过程中发生了一起右前下摆臂球销孔部位断裂(见图1)事件,断裂发生在汽车行驶了约12 000 km时。下摆臂组件由摆臂本体经冲压、压装球销和涂装等工序制造完成。为找出下摆臂断裂失效的原因,本文开展了以下检测分析。
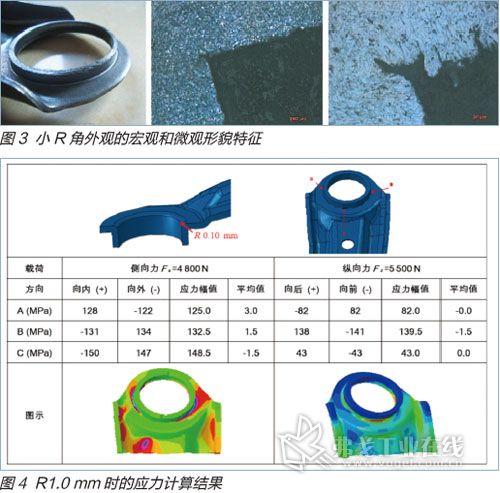
对断口进行检测分析,断口的A区、B区和C区扫描电镜分析微观断口形貌表面断裂属疲劳断裂形貌。如图2所示,对断口的宏观和微观形貌检测均没有发现原始裂纹等缺陷存在。
材料质量检测分析
1.化学成分检测
对失效件进行取样,检测化学成分含量,结果如表所示。经分析,失效件化学成分符合宝钢标准《Q/BQB 310-2003 汽车结构用热连轧钢板及钢带》。
2.冶金缺陷及金相组织检测
对失效件的断裂部位进行了钢材冶金缺陷方面的金相分析,没有发现有裂纹、疏松和分层等冶金缺陷存在。对失效件零件进行了非金属夹杂物级别检测,确定失效件的非金属夹杂物质量不存在问题。
3.材料质量分析结论
从以上分析可判断,失效件的材料质量合格,没有发现冶金和金相缺陷存在。
摆臂翻孔部位小R角检测分析
摆臂断裂起源于翻孔部位的小R角,小R角的尖锐程度决定了该部位的应力集中程度。按照设计要求,摆臂翻孔后小R角的圆弧半径技术要求是R0.50~1.50mm。
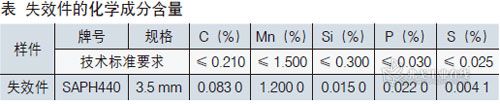
小R角是在翻孔加工时,由钢板挤压翻转90°时形成的,其宏观和微观形貌如图3所示。小R角部位没有形成圆滑过渡的R形貌,而是形成了一定的尖缝形貌。采用泰勒轮廓仪检测小R角的圆弧半径,小R角的圆弧角度为R0.10。
失效件的小R角圆弧半径小于R0.50~1.50mm的技术要求,不合格;小R角不合格将引起应力集中程度增加,会引起疲劳断裂的发生。
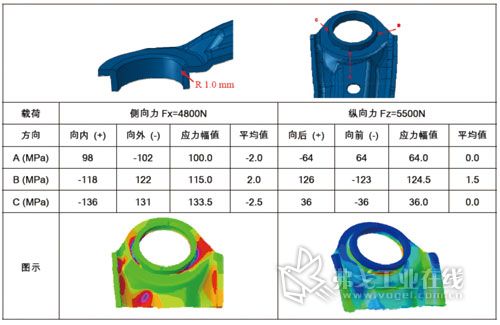
图5 R0.10mm时的应力计算结果图
摆臂小R角应力状况的CAE分析
分别对4个圆弧半径(R1.00、R0.50、R0.25和R0.10)进行有限元应力计算,其中的R1.00和R0.10情况下计算的应力,结果如图4和图5所示。
通过以上数据可以得出,当小R角圆弧半径由1.0mm减小到0.10mm时,尖角部位(A部位)应力增大,侧向力情况下,应力由100MPa增大到125MPa,增大幅度为25%;纵向力时,应力值较小,增加幅度为28%。其他部位的应力也有增大,增大幅度约为11%~20%。
结语
综上所述,下摆臂小R角圆弧尺寸过小是导致下摆臂球销孔部位断裂的主要原因,建议改进下摆臂的翻孔工艺,确保R角圆弧半径达到设计图样的要求。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖