高固体份涂料改造分析
本着降低VOC排放、减少社会资源浪费的原则,奇瑞公司另辟蹊径,将现有溶剂型中低固体份涂料切换为高固体份涂料,使生产线仅做少量改动即可具备与水性漆相近的VOC减排效果,减轻大气污染,具有巨大的环保和经济效益。
我公司结合国家环保和清洁生产要求,积极推进表面涂装工艺挥发性有机物的污染控制,推广先进涂装工艺技术的使用,优化喷漆工艺与设备,控制单位涂装面积的挥发性有机物排放量。本着降低VOC排放、减少社会资源浪费的原则,我们另辟蹊径,将现有溶剂型中低固体份涂料切换为高固体份涂料,使生产线仅做少量改动即可具备与水性漆相近的VOC减排效果,减轻大气污染,具有巨大的环保和经济效益。
高固体份涂料改造以减少污染排放、保护人群健康为出发点,重点抓住涂料、涂装和后处理三个环节,掌握涂料产品中挥发性有机污染物的特性,对涂装过程的涂料使用效率以及采用的VOC集中收集处理效率进行管控。
本文通过对改造环保效果、改造周期、改造工作量、改造投资及改造后的生产成本等多方面进行分析和论证,最终确定了采用高固体份涂料工艺。
改造环保效果
降低现有涂装生产线平均VOC产生量,一方面积极响应国家和地方政府对环境保护的要求,减少对环境的污染;另一方面使企业新生产轿车项目达到清洁生产环评要求的二级标准,即VOC≤60g/m2,否则将无法通过环评验收,影响新生产车型销售及公司形象,因此需对现有涂装线进行环保改造。
结合国家及地方政府对环保和清洁生产的要求,对于生产型企业,改造环保效果可以简单地理解为:在生产过程中提高资源、能源的利用效率,减少废弃物产生量。
改造方案和周期
1.前提条件
我公司现有生产线采用的是传统3C2B溶剂性油漆工艺,为了避免和减少现场设备改造(改动量)并减少投资费用,尽可能避免对现场生产及车身质量造成影响。既要达到清洁生产环评要求的二级标准,又要实现节能、减排和降耗,为此我们结合现场设备、工艺及生产情况,同时对同行业生产线进行调研、对比,最终来选择适合于我们现有生产线的具体改造方案。
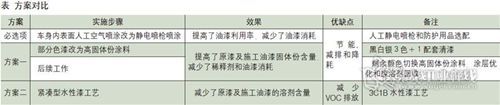
2.方案对比
方案对比如表所示。两种方案实施后均可达到目前清洁生产环保要求的二级标准,即VOC≤60g/m2。其中,方案一的投资、改造工作量和运行成本增加均小于方案二;且方案一相比于方案二还具有改造实施周期短、避免了对现场生产和车身质量的影响等优点。方案二实施周期长,如果在时间紧迫的情况下,将无法达到最终目标。因此,我们最终采用了方案一。
3.现有资源分析
静电喷枪作为必选项,是因为静电喷枪在国内汽车涂装生产线中的应用已相当广泛。同时,通过调研和现场试喷计算,目前我公司内表面喷涂采用空气喷枪,涂料利用率为25%~30%,而静电喷枪的内表面涂料利用率可达40%~45%。
针对高固体份涂料的调研我们了解到,目前,北美和印度的汽车涂装使用高固体份涂料较多,国内重庆福特正在使用高固体份涂料工艺,涂层质量可以满足企业要求。部分涂料供应商在国内拥有研发、销售、售后服务人员及高固体份涂料生产基地,供货重庆福特。与我公司现有的传统溶剂型涂料相比,重庆福特使用的高固体份涂料单价较高,但由于固体份涂料中固体份含量相对较高,实际消耗量小,材料成本增加较少或是趋于平衡。
改造工作量
1.人工静电喷枪
人工空气喷枪全部改为静电喷枪的实施可分阶段、分批次实施,如:先色漆,再中涂,后清漆。在此之前可进行试喷验证,确保在安全、不影响车身质量的前提下予以实施。
2.高固体份涂料切换
黑白银3色油漆及1种配套清漆切换为高固体份涂料,清漆是否切换具体可根据配套性试验结果以及结合现场实验验证最终确定,这样可以尽量做到现场设备改造工作量和投资费用最小化。
3.制冷机、空调、机器人和输调漆等工艺设备改造
以上配套工艺设备是否需要改造,取决于现场设备目前的工作条件和使用状态,同时结合现场设备已使用年限和使用寿命等状态,并结合现场试喷验证,来最终确定相关工艺设备是否需要改造以及改造内容,这样将直接影响最终改造方案、改造工作量和投资费用。
以上改造的初步目标是使VOC降至60g/m2以下,符合环评要求,车间现场生产及车身质量均满足公司要求和质量目标;最终目标是尽可能降低现有涂装生产线的VOC产生量和排放量,真正做到清洁生产,以达到更高的环评和环保要求。
投资经济分析
1.需求分析
为降低VOC产生量,我们经过对多种方案的比较、分析和论证,最终决定采用人工静电喷涂+部分颜色切换高固体份涂料(黑白银+1配套清漆)……+后续工作(其他颜色高固体份涂料切换,涂层优化、废溶剂回收)。
(1)人工静电喷涂,需采购静电喷枪及相关防护用品。投入使用后,油漆利用率明显提升,减少了VOC产生量,同时单车成本明显降低。通过对辅材成本分析,由于过喷漆雾的极大减少,油漆凝聚剂、絮凝剂等辅材的使用量会大大降低,废水更换周期变长,减少了水的消耗。
(2)高固体份涂料应用,黑白银3种色漆及1种配套清漆变为高固体份涂料,减少了原漆及施工油漆的溶剂含量,同样减少了VOC产生量,同时需进行涂料验证、现场工艺和公用等设备改造。
(3)后续工作,VOC产生量可持续降低,但需另外增加相应投资。
2.行业对标
(1)人工静电喷涂 目前国内大部分合资车企和自主品牌车企在人工内表面喷涂都应用了静电喷枪,如通用、丰田、本田、日产、五菱、北汽、长城、长安、比亚迪和力帆等。目前我公司内表面喷涂采用空气喷枪,涂料利用率为25%~30%,而静电喷枪的内表面涂料利用率可达40%~45%。
(2)高固体份涂料 目前,北美和印度的汽车涂装使用高固体份涂料较多,国内重庆福特采用高固体份3C1B工艺。高固体份涂料可有效降低VOC产生量,满足环保法规及清洁生产要求,同时对环境及设备的要求比水性漆低,改造投资少,生产成本增加较少。
效果分析
1.质量
实施高固体份涂料,通过试喷验证结果(包括涂料参数、设备参数和涂层参数等),其中从涂层参数(包括膜厚、光泽、鲜映性、长短波、附着力和烘干性等)实际测量数据分析,符合公司质量要求。
2.成本
高固体份涂料单价较高,但由于固体份涂料中固体份含量相对较高,实际消耗量小,材料成本增加较少或是趋于平衡。
3.安全
高固体份涂料和现场使用的中低固体份涂料均为溶剂型涂料,严格按照安全操作规程操作,安全可靠。
4.员工满意度
实际员工操作内表面喷涂过程中,需有一个适应过程,由于高固体份涂料中固体份含量相对较高,实际消耗量小,实际喷涂次数减少了,员工在熟练喷涂后,满意度会有所提高。
5.环保
切换为高固体份涂料之前,现有工艺VOC产生量平均值为60g/m2以上,未能达到清洁生产环评要求的二级标准;通过切换部分常用色漆(黑白银),VOC产生量降至60g/m2以下,达到清洁生产环评要求的二级标准,同时可持续进行(剩余颜色切换高固体份涂料),达到更高环评标准。
风险分析
1.技术
由于高固体份涂料传统型3C2B工艺在国内无应用,国内重庆福特采用了高固体份3C1B工艺。为了规避风险,我们在试喷前已推动涂料厂家在试验室进行涂料验证,后通过现场实际试喷验证确认可行;后期积极推广此类工艺应用,以降低涂料成本及规避法规风险。
2.管理
(1)据调查了解涂料保质期为3~6个月,若不能实现在国内生产,则报关运输时间需2个月,需制定准确的需求计划,否则易造成涂料过期或者供应不足的现象。为了规避此风险,我们在确定供应商时进行了综合考虑,并对高固体份涂料的应用进行推广,促使行业内使用此工艺的厂家增多,涂料厂家在国内生产高固体份涂料。
(2)涂料在供漆循环系统内循环不得超过15天,某些颜色的色漆产量小,长时间不用会产生变质。我们通过逐渐摸索,合理安排生产,定期清洗管路;同时进一步验证并通过与供应商确定相关规避方案。
3.资金
改造分析时,由于涂料价格暂时未定,生产成本按照涂料供应商提供的大致平均单价计算,经济性的计算会有偏差。为了规避此风险可以通过涂料定标后对经济性数据进行更新;同时根据交流数据,通过初步计算,单车综合成本无明显变化。
4.环保
改造后可适应目前的环保法规要求,我们通过采取后续降低VOC的工作,包括全部切换为高固体份涂料、涂层优化、废溶剂回收优化和废气焚烧等方式,减少VOC的产生及排放量。
分析各方面的风险以及规避方案,我们通过技术确认、加强管理以及采取其他环保方式,能够将风险控制在可接受范围内。
结语
通过采用新技术、新设计进一步优化,人工静电喷枪的涂着效率、涂膜品质、安全性和操作的舒适性进一步得到提升;高固体份溶剂涂料利用率也明显提升,还显著地提高了涂装生产效率、油漆的利用率,并改善了油漆车身的涂膜质量。我们通过此次新材料、新工艺以及新设备的实际应用,其中以人工静电喷枪和高固含涂料实际运用为主,现有涂装车间完全可以达到清洁生产环评要求的二级标准,最终目标是尽可能降低现有涂装生产线VOC的产生量和排放量,真正做到涂装的清洁生产、环保、节能、减排和降耗,以达到更高的环评和环保要求。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖