双摩擦驱动在地面式摩擦线爬坡中的应用
本文主要介绍了双摩擦驱动在地面式摩擦线高角度爬坡中的应用,通过对比可以看出,双摩擦驱动爬坡从节拍、成本及后期的维护保养方面都优于四柱式升降机形式。
作为焊装车间的新型积放形式,地面式摩擦输送线(以下简称“摩擦线”)具有结构简单、运行稳定、维护方便、节约能源、噪声小、无油污和单元化组合及节能等优点,逐渐取代了其他积放形式。近几年,随着焊装车间工业机器人数量的增多,积放区的转接节拍渐渐成为制约生产节拍的主要因素。本文介绍了笔者从新建项目摩擦线爬坡转接中总结出的既节省成本、又提高节拍的新方法。
应用背景
当摩擦线积放运输线体两端存在一定高度差时,人们普遍采用四柱式升降机来实现转接。考虑到地面承重、成本及运转节拍等方面,本文中的摩擦线项目采用爬坡形式,高度差为2.5m,爬坡角度为11°,爬坡长度约为15m,车身及台车总重量为650kg,台车长度为4800mm,摩擦驱动运行速度为25m/min。
方案设计
1.方案一:普遍采用的四柱式升降机形式转接
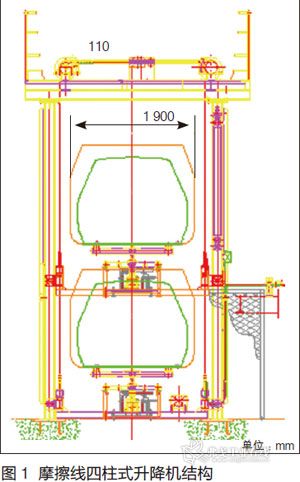
(1)动作描述 首先,台车带白车身运行至升降机托盘,到位后夹紧器对台车进行加紧,托盘上的轨道及升降机配重进行解锁;然后,托盘慢速上升,上升到一定高度后开始快速上升,快到位后再减速上升,到位后托盘上的轨道及升降机配重锁紧,然后托盘夹紧器打开,台车出升降机;最后,托盘上的轨道及升降机配重进行解锁,升降机按照慢速、快速和慢速的顺序下降,到位后托盘上的轨道及升降机配重锁紧,至此,一个工作循环完成。摩擦线四柱式升降机结构如图1所示。
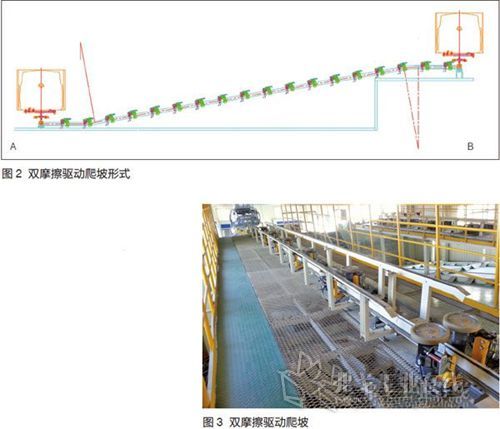
(2)方案分析 四柱式升降机对地面的载荷要求每个支腿承重约3t,根据车身尺寸,其对于空间的要求非常大。四柱升降机所用的时间包括:台车进入升降机(12s)、定位锁紧(1s)、轨道及配重解锁(2s)、慢速上升(1s)、快速上升(4s)、慢速上升(1s)、到位锁轨(2s)、定位锁紧打开(1s)、台车出升降机(12s)、锁轨开(1s)、慢速下降(1s)、快速下降(4s)、慢速下降(1s)和到位锁轨(1s)等,所用节拍约44s。线体运行长度为15?m,综合计算,台车采用四柱式升降机形式交接,从图2中A点运行到B点所用节拍约为:20s(升降机运行节拍)+36s(台车行走节拍)=56s。
(3)成本运算 每台四柱式升降机的价格约为25万元,从图2中A点到B点,大约需摩擦驱动5套(每套成本0.6万元),成本共计28万元。
2.方案二:采用双摩擦驱动爬坡形式转接
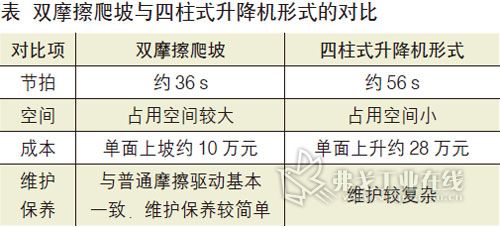
双摩擦驱动爬坡形式及实物如图2、图3所示。
(1)驱动力校核通过对力学模型、受力参数和摩擦驱动受力分析,可以得出驱动力足够大的结论。
(2)节拍运算爬坡双摩擦运行速度与普通水平道摩擦驱动的运行速度基本一致,可以计算得出从图2的A点运行到B点的节拍为36s。
(3)成本运算 15m的爬坡距离设置8套双摩擦驱动(每套为1万元),爬坡的特殊弯轨约2万元,成本共计10万元。
双摩擦爬坡与四柱式升降机形式的对比如表所示。
电气控制
1.控制系统
控制系统采用两层网络(工业以太网和工业现场总线)和三层结构(监控层、控制层和设备层)的典型控制模式。
(1)监控层 监控设备通过工业以太网与乙方控制系统进行数据交换,同时实现对现场控制层的生产、管理进行监控。
(2)控制层 控制层是整个控制系统的核心,主要由PLC及其网络系统组成,通过与现场数据信息进行交换,进行程序的运算和处理,实现对现场设备的控制功能。
(3)设备层 设备层在整个控制系统的金字塔形结构中处于底层,是整个控制系统的关键环节,主要包括现场操作站、现场设备检测单元(接近开关、光电开关等)、现场其他输入设备以及现场执行机构(如电动机、电磁阀等)等设备,直接或通过现场总线与控制层中的PLC相联系,将输入信号发送给PLC,并按PLC输出指令执行设备动作。
2.控制模式采用远程控制和本地控制
(1)远程控制模式(远程自动)自调整线交接白车身起,采集车型信息,并传给生产信息管理系统,生产信息管理系统对此车进行规划路由计算,发回路由信息(即此辆车需进入的轨道),PLC进行自动控制,将车存入库区。根据生产信息管理系统的路由计算规划出车顺序,PLC执行生产信息管理系统下达的控制任务。
(2)本地模式分为本地自动模式、本地手动模式和维护模式。本地自动模式是指与生产信息管理系统网络连接故障的时候,采用本地自动模式,要求设备能够简单地设置出入库的规则,并根据人工设置的所有规则以及车型的信息进行自动的出入库功能。同时,系统记录车辆当前库存信息,等待上层网络恢复后将库区信息发送至生产信息管理系统。
(3)手动模式指设备具备联锁状态下,人工参与控制,通过控制柜、操作盒的按钮实现控制摩擦驱动的运转和停止,以及台车出库、入库及倒库的工艺动作路线。
维护模式:在没有其他连锁的情况下,进行手动操作。
3.主要设备选型及设计方案
PLC控制单元采用西门子CPU——ES7 317-2AJ10-0AB0,并配置2M存储卡。本系统采用Profibus总线进行通信连接,PLC通过总线与远程模块进行通信,远程模块通过中间继电器转换输出,双驱动电动机采用硬接线控制,中间继电器通过线圈吸和实现低电压控制高电压,再通过接触器控制电动机运行的通断。电动机不设抱闸,通过机械摩擦运行。所以斜坡不能存储车辆或者停车。这样可以节省成本并且控制简单,要求坡上位置具备空位条件,坡下的工位才能开始向上输送。工位检测采用光电开关。摩擦驱动配备光电检测,同时也是运行信号。当光电检测到物体时,摩擦轮开始运行,直到光电检测信号消失。
读写装置采用倍加福的产品,读写头、可读写载码体共同配合使用。每个摩擦输送的台车均配置载码体,这样可以记录所载白车身的车身信息。通过读写头设备对车型信息进行读写与擦除。通过这种方式实现车身信息的实时跟踪,可以进行入库、出库的操作,以检测车型位置的实施状况。
本系统配置了SIEMENS MP377触摸屏,其主画面设计为系统设备总览。在控制一区触摸屏能够设置整个线体的控制方式,并能手动控制各个分区的设备;设备按照实际平面布局在画面中布置,每个设备图标可以显示当前设备的状态,包括正常、故障以及台车的位置等。同时能够显示车型信息和台车号信息;能够修改、插入和删除条码信息;手动控制台车运行路线。
4.摩擦驱动
在摩擦驱动旁边设计了摩擦盒,远程模块安装在摩擦盒内,可以通过摩擦盒进行驱动操作和急停等动作。
双驱动采用同一主线路,这样便于出现问题后查线,并且经济稳定。电动机采用0.25kW功率,在功率方面既满足了输送运行需要,还实现了经济节能。
结语
从方案对比中不难看出,双摩擦驱动爬坡从节拍、成本及后期的维护保养方面都优于四柱式升降机形式,只在空间占用方面稍显不足,通过受力参数和摩擦驱动受力分析可知,当爬坡角度增大时,所需的摩擦力会增大,相应地需要增加双摩擦驱动的数量,但这个爬坡角度也不是无限制增大的,一般当爬坡角度大于15°时,综合节拍、成本及设备运行稳定性等多方面考虑,不建议采用双摩擦驱动爬坡。我们可以从现场、设备和自身需求等方面来选择交接形式。电气方案的设计,主要在于设备的稳定性与操控的便捷性;所有设备的选型与通信等设定,是经过多方设备现场运行测试后确定的,力求确保电气控制上的稳定与便捷。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖