双向驱动刀杆失效原因分析
针对双轴驱动多刀盘组合铣刀刀杆在使用过程中键槽底部的剥裂失效问题,在对剥裂面进行宏观和微观特征观察的基础上,本文综合多种因素,从刀杆受力、化学成分、金相组织和热处理等方面进行分析,确定了故障性质和原因,提出了预防改进措施,并验证了改进效果。
在铣削加工中,刀杆是使用最多的重要工具之一,其主要作用是连接刀盘和主轴,将机床动力传递给刀具,完成切削加工。铣削属间断切削,受力呈周期性变化,因此,刀杆必须具备足够的刚性和强度,以保证刀具切削过程中产生的各种交变转矩和断续切削的冲击力。
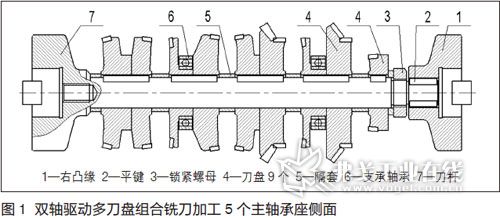
在我公司铸铁缸体生产线上,采用了一种双轴驱动多刀盘组合铣刀来加工5个主轴承座侧面(见图1)。2013年,我们采购了一批新刀杆,一根使用到40天约加工1.6万个缸体时就会出现打刀现象,维修人员对机床进行检修后,换装新刀杆使用到60天约加工2.5万个缸体时又会出现这一现象,之后1个月内又发生过一起打刀现象。故障刀杆都是在小头端一个键槽底部出现剥裂(见图2)。

该刀杆设计寿命为40万件(2.4×107次),故障时只加工了2万个缸体,为设计寿命的1/20。出现故障的刀杆是同一批次,且现象比较统一,都是小头端一个键槽底部出现剥裂,因此,我们主要对小头端键槽裂口进行观察,从刀杆受力、化学成分、金相组织和热处理等方面进行分析,确定故障性质和原因,提出预防改进措施,验证改进效果。
刀杆结构受力分析及强度核算
1.刀杆结构及受力分析
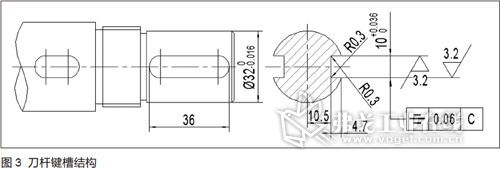
该组合铣刀刀杆左端带凸缘结构与主轴联接,右端通过两个平键、凸缘再与主轴联接,键槽结构尺寸如图3所示。机床两端主轴各由1个15kW交流电动机驱动,共同带动刀具旋转。如图1所示,刀杆右端2处直径32mm,可以看出此处轴径最小、键槽受力最大且强度最弱,最容易发生失效。由于实际失效部位只是键槽,所以我们只对键和键槽做强度校核。
假设刀杆两端电动机输出动力相等,则刀杆两端的凸缘各承担1/2切削转矩,又因2处两个平键对称分布,所以两个平键各承受总切削转矩的1/4。通过计算,刀具总切削功率28kW,刀杆承受的切削转矩为1336N·m,所以每个平键传递的转矩T=334N·m。由此可算出,键槽侧面受到的压力F = 2000×T/d = 2000×334/32 = 20875N。
刀杆材料为20Cr2Ni4A,表面渗碳淬火硬度(60±2)HRC,芯部硬度(40±2)HRC,渗碳层深0.8~1.2mm,抗拉强度σb≥1483MPa,屈服强度σs≥1292MPa。
2.键槽侧面挤压强度计算
各刀盘刀片错位排列不同时参与切削,减缓了冲击,因此按中等冲击载荷工况取安全因数n=6.67,键槽许用挤压应力为:[σp]=σb/6.67=1483/6.67=222MPa;键槽的挤压应力为:σp=F/(h×l)=20875/(4.7×26)=171Mb<[σp]。式中,h为键槽工作高度,单位为mm;L为键槽工作长度,单位为mm。
由此可知,键槽的挤压强度是足够的。
3.键剪切强度计算
仍取安全因数n=6.67,对于45钢普通平键σb =600MPa,则键的许用剪切应力为:[τ] =0.8×σb/n =0.8×600/6.67=72MPa;键的剪切应力为:τ=F/S=20875/(10×26+3.14×5×5)=62Mb<[τ]。
由此可知,键的剪切强度也是足够的。
刀杆材质分析
刀杆选用的材料要求为20Cr2Ni4A,表面渗碳淬火硬度(60±2)HRC,芯部硬度(40±2)HRC,渗碳层深0.8~1.2mm。下面我们对其各项指标进行检查分析。
1.硬度及渗碳层深
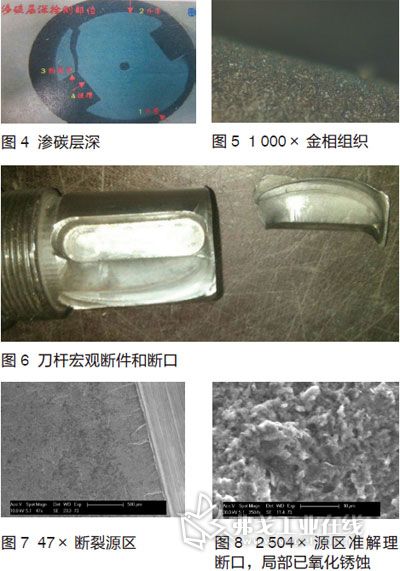
刀杆失效部位表面硬度为(52~56)HRC,偏低;刀杆失效部位芯部硬度分别测为49HRC、51HRC和51HRC,偏高,超出上限要求;如图4所示,渗碳层深Ec550/HV0.5在位置1处为0.9mm,在位置2处为1.0mm,层深合格。
2.金相组织
表面渗碳层M+A残,芯部M,四级(见图5)。
3.磁粉探伤
磁粉探伤未发现裂纹。
4.化学成分测定
化学成分测定结果如表所示,C和Cr超标。
5.体式镜和扫描镜宏观和微观分析
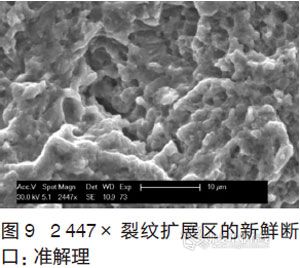
图6为刀杆宏观断件和断口,断口为典型的疲劳断口,宏观形貌有贝纹线。裂纹起源于键槽直角处,源区局部已氧化锈蚀,有几条清晰可见的台阶,说明为多源,源区应力集中现象严重。断口形貌为准解理(见图7、图8),裂纹扩展区新鲜为准解理断口形貌(见图9)。
要求键槽底部为R0.3圆角过渡,实际为45o倒角过渡,加重了应力集中现象。

分析结论及解决措施
综合以上计算、检测和分析,我们基本可以确定刀杆材料20Cr2Ni4A本身具有很好的机械力学性能,强度能够满足设计使用要求。造成刀杆键槽破裂的主要原因是:源区应力集中严重加剧了疲劳源的产生;刀杆的心部硬度过高,没有缓冲余地,使得疲劳性能大大降低。上述主要因素使裂纹从刀杆应力集中处萌生、扩展直至断裂的进程加速,造成刀杆寿命大幅降低。另外,刀杆破裂区的表面硬度低于标准要求,化学成分C和Cr超标也是次要影响因素。
据此,我们采取了如下解决措施:
1.加强进货检查,保证刀杆材料化学成份符合要求。
2.规范热处理操作,保证硬度、渗碳层深和金相等各项指标合格。
3.对键槽底部增加R0.3过渡,采用专用铣刀加工出过渡圆角,减小此处应力集中。
4.对刀杆进行人工时效处理,减小因表面渗碳热处理后硬度提高产生的裂纹风险。
刀杆材质、热处理和刀杆结构是刀杆失效的主要因素,保证刀杆细小结构、材料和热处理要求,是解决刀杆异常失效的有效方法。以上措施实施后,新制造的刀杆目前已无故障使用了9个月,满足生产要求。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖