通过刀具减振器有效提高加工质量
铣削过程中存在强迫振动和自激振动,刀具减振器利用其特殊结构产生反相的激振力能够抑制振动,从而消除金属切削加工中因刀具振动导致的问题。本文通过对刀具振动机理及减振器结构的分析,解析了刀具减振器在实际应用过程中的失效模式及抑制措施。
在铣削和镗削过程中刀具易发生振动和颤抖,会导致加工性能下降、零件质量超差、噪声水平过高和刀具寿命降低等问题,严重情况下还会导致工件报废和刀具的异常消耗。在铣削过程中,强迫振动是机床内部的周期性振源或由外界传入的振动所引起的,可通过控制其振源及传力路径进行抑制;自激振动是由系统内部切削力再生振颤积累引起的,除了通过增加刀杆静态刚性、优化切削参数、优化刀片圆角及各角度、优化切削路径、使用疏齿不等距铣刀、采用阶梯镗或分段铣等方法外,目前应用最为广泛的是使用刀具减振器进行平衡抑制刀具振动,从而达到避振的目的。但刀具减振器在实际的应用过程中也会出现失效,可能导致加工过程异常甚至出现安全隐患。
本文从刀具振动模型、减振器机理入手,对减振器在实际应用过程中的失效模式进行了汇总分析,并制定了有效的抑制措施,从而有效减少了加工过程中因刀具振动产生的问题。
刀具减振器应用现状
20世纪60年代初,机械加工过程中的刀具振动问题已经凸显,业界分析认为振动可看成是切削刀具的可变挠曲,如无挠曲就不会发生振动。刀具振动是由动态切削力引起的,只要有动态切削力,振动就会存在,即使在连续切削过程中,切削力也会因被切面的余量不均匀等因素导致切削力发生快速微小的变化。当时除了降低刀具的切削力、增加刀具的静态刚度外,增加动态刚度逐渐成为解决振动的主要思路。
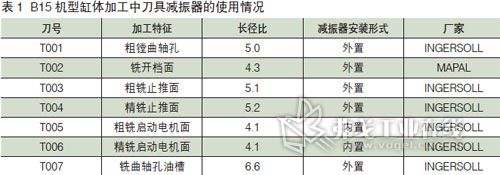
我公司生产的B15机型缸体刀具中,采用了长径比超过4且加工空间受限的刀具,为此,我们在加工过程中选用了INGERSOLL和MAPAL的刀具减振器。表1所示的刀具加工过程中均使用了减振器,从而有效平衡抑制了刀具振动,减少了崩刀次数并提高了加工效率,从而保障了加工尺寸精度及刀具的安全高效切削。
刀具减振器结构及原理
1.结构分析
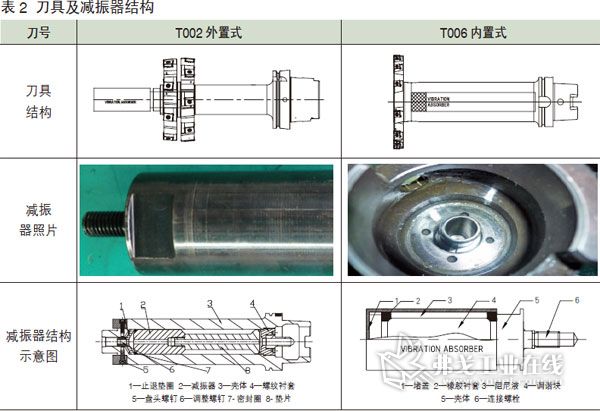
以表1中的刀具T002及T006为例,刀具及减振器结构如表2所示,其主要结构为侵润在阻尼液中可自由旋转的高密度调谐块,随刀具的旋转进行调谐减振。
2. 工作机理
(1)刀具切削振动模型分析
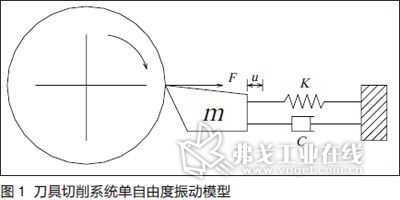
自激振动是刀具切削振动的主要形式,据测算约占系统振动的65%。根据机械振动理论基础,将刀具切削振动抽象简化为单自由度系统振动,如图1所示。
在此振动模型中,刀具抽象为刚性的等效质量m,其支撑在无质量的刚度为K的等效弹簧上,由于系统总存在阻尼,相当于同时和等效弹簧并联着一个无质量、无弹性的等效阻尼C。当切削过程中瞬间受到动态激振力F,使等效质量m发生振动位移u,则根据牛顿第二定律可得

整理得
F(t)=m(t)+C(t)+Ku(t) ②
即当一个瞬间的激振力F(t)作用于刀具系统后,刀具系统会产生自由振动。其自由振动方程为
m(t)+ C(t)+Ku(t)=0 ③
由于过阻尼情况(>1)和临界阻尼情况(=1)的运动均按指数规律迅速衰减,没有振荡特性,在此不加赘述。当系统为欠阻尼情况(0<<1)时,自由振动方程③的通解为

上式可等价为

式中, 为振动频率,
为振动频率, 为初始相位角,
为初始相位角, 为振幅。当瞬间的激振力作用于刀具系统时,其自由振动系统的位移将以其一定的振动频率、振幅按指数规律衰减的规律进行振动。当其振动频率接近系统固有频率时将发生共振,从而产生自激振动。
为振幅。当瞬间的激振力作用于刀具系统时,其自由振动系统的位移将以其一定的振动频率、振幅按指数规律衰减的规律进行振动。当其振动频率接近系统固有频率时将发生共振,从而产生自激振动。
分析刀具切削振动模型可知,刀具在切削工件时发生自激振动需要三个基本条件: 一是,工艺系统刚性不足导致其固有频率低;二是,刀具动态切削过程产生足够大的激振力;三是,其频率与工艺系统的固有频率相同或非常接近产生共振。

(2)减振器工作原理
减振器的减振系统由一个通过橡胶弹簧支撑的重金属介质组成,其内部结构如表2中T002外置式减振器所示,由一个大密度的调谐块和在其两端起支撑作用的橡胶衬套组成,同时调谐块被阻尼液所环绕包围。在其结构参数满足的条件下,刀具切削时其作用力与刀具切削产生的激振力大小相等且方向相反彼此平衡,从而抑制了切削系统的振动。增加减振器的同时也改变了切削系统的固有频率,从而避免共振。阻尼液从加工过程产生的振动中吸收能量,并将能量转化为能被阻尼液吸收的热量。通过调节堵盖(调节螺母)的位置可改变调谐块的惯量、橡胶衬套的张力,从而改变振动频率,以达到最佳减振效果。
减振系统应尽可能靠近切削刃,且减振机构的前端重量应尽可能轻。切削刀具上减轻的重量可将潜在振动中的动能降至最低,这将使刀具更易阻尼振动,并因此拉伸整体式刀具和减振刀具的最大可达悬伸,从而解决加工环境苛刻和刀具长径比大的刀具的加工振动问题。
失效模式及抑制措施
1.失效模式
由于减振器结构不同,内置式减振器内置于刀杆中靠近切削刃的位置,在使用过程中较为稳定;但其调节方式较难操作,需全部拆卸刀盘后使用专业配套工具进行调节,调节调整螺栓时还需根据现场加工情况,可能需多次调整才能匹配振动频率,有效抑制振动。而外置式减振器在刀杆的远端靠近切削刃处,拆卸方便且更换快捷,但其受冲击力及离心力较大,常年使用时易发生失效,也同样存在多次调整才能匹配的问题。
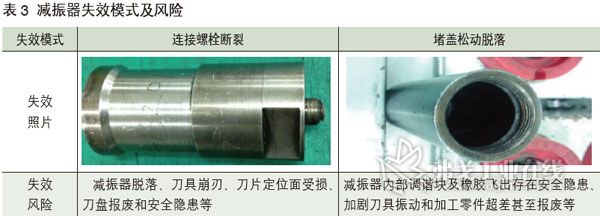
从近三年的现场使用经验来看,我们发现,刀具减振器失效大多数是因机床振动异常、主轴跳动大、丝杠磨损、切削余量突变以及断续切削等情况导致。当切削过程异常振动时,会导致减振器堵盖锁紧螺钉松动,改变减振器的振动频率,从而加剧切削系统振动,到达极限时会导致减振器连接螺栓断裂、堵盖脱落等异常情况发生,成为安全隐患。
综上所述,在加工过程中刀具减振器易发生以下两种失效模式:连接螺栓断裂、堵盖松动脱落,具体如表3所示。
2. 抑制措施
(1)确保减振器在安装调整阶段刀具与机床的匹配
根据经验调整减振器时应装上机床空运行几次,反复听机床循环过程中有无啸叫声,并用手感知机床的振动情况,并调整堵盖改变减振器的频率。当机床噪声明显降低且机床振动减弱时,刀具及减振器即为调整到最佳状态,此时取下刀具做好标记,锁紧安装螺钉。
在刀具及减振器数量充足的条件下,为防止堵盖安装螺钉失效,可将堵盖点焊在减振器壳体上,将刀具固定在一台机床上使用,如图2所示。点焊时需注意控制焊点的大小和温度,用小焊点固定堵盖即可,如焊点过大或温度过高,会导致端盖内支撑的橡胶衬套融化变形,从而失去缓冲作用,导致减振器失效。
(2)确保刀具在流转过程中定线使用
由于各个机床的振动系统、老化磨损状态以及刀具与机床配合情况各不相同,且不可混线使用,可将同一把刀具分别对应的机床进行编号,更改程序中相应的刀号,利用设备防错, 避免刀具混线使用导致频繁崩刀等问题发生。
结语
随着金属加工技术的不断进步,加工效率及稳定性需求的提升,减振器在长径比较大的刀具中的应用将更为普遍,也会衍生出更多优秀的产品。尽管如此,在实际应用过程中失效的风险仍然不可避免。通过对刀具切削振动模型的分析可知,使用减振器能有效提高刀具动态刚性,降低因刀具振动导致的加工问题。而对现有减振器的应用状态进行有针对性的改进,则可有效提升加工效率,减少超差风险。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖