滚光技术的研究及应用
副箱减速齿轮锥面部分表面粗糙度要求小于0.4um,仅用CBN刀片车削锥面虽然可以达到要求的表面质量,但是生产成本较高,每刀尖仅能加工15~20件零件。而引入滚光加工的手段,能够在不引起尺寸变化的前提下降低零部件的表面粗糙度数值、提升表面质量,并节约加工成本。经批量试验验证,滚光技术可以保证零件质量,切实可行。
我厂轴类零件及盘齿轮类零件经过热处理后,由于个别尺寸及表面质量要求较高,需要进行热后加工。现行的加工办法一般为热后磨削,能够获得较高的尺寸精度及表面质量。个别盘类齿轮内孔结构不便于砂轮磨削,采用热后车削加工,这种加工方法虽然效率高,不产生粉尘,但是加工所用的CBN刀片成本较高,且加工效果不稳定,容易造成表面粗糙度超差的情况。所以,急需一种新的工艺手段来改善目前热后车削加工中存在的问题。滚光技术有望解决粗糙度值的超差问题,并通过提高每片CBN刀片的加工数量,降低加工成本。
滚光技术介绍
1.原理
滚光技术是一种无屑压力光整加工技术,也叫做滚压技术。它利用金属在常温状态下的可塑性变形特征,通过滚光刀(或者称为滚压刀、滚压头、挤光刀或挤压头)对加工工件表面施加一定压力,使金属表面产生塑性流动,将微观表面的波峰挤压至原始残留的低凹波谷处,达到降低表面粗糙度,提高加工面表面质量的目的。
2.基本过程
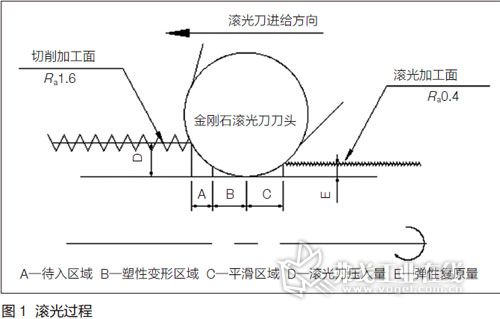
滚光加工时,滚光刀头以一定的压力压在孔壁上,工件做旋转运动,滚光刀沿着工件做轴向进给。
滚光过程可以分解为碾入区、塑性变形区及平滑区,图1所示为金刚石滚光刀刀头加工示意图。在碾入区域,滚珠和加工面开始接触,慢慢加压,微观不平的波峰、波谷被碾平;在塑性变形区域,当接触压力超过材料屈服点,零件材料产生局部塑性变形;在刀头下端最大负载作用后,在平滑区域开始弹性复原,刀头渐渐与加工表面分离。
3.工艺优势
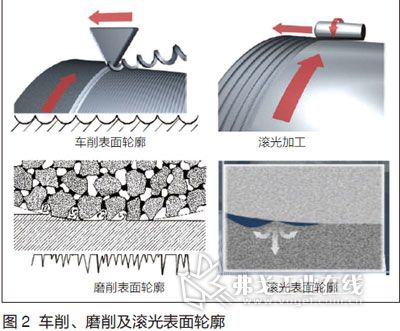
图2所示为车削、磨削、滚光及表面轮廓图。车削以及磨削都是靠切除表面材料来实现尺寸及粗糙度的要求。车削加工后,工件表面会有明显的刀纹,刀纹的大小与刀尖圆弧半径、最后一刀的切深及刀具的进给有关系,将会直接影响加工表面的粗糙度。磨削可以获得很好的表面质量,但加工中存在粉尘污染,且效率相对较低。
滚光技术具有以下优势:
(1)滚光加工过程中,不会有料屑产生,能够改善现场工作环境。
(2)滚光加工基本不改变工件尺寸,却可以大大提高工件的表面质量,获得镜面效果,使加工面具有卓越的滑动性、密封性及结合性。金属工件在表面滚压加工后,表层得到强化,极限强度和屈服点增大,工件的使用性能、抗疲劳强度、耐磨性和耐腐蚀性都有明显的提高。经过滚压后,硬度可提高15%~30%,耐磨性提高15%。
(3)滚光刀具应用范围广,可以直接装入车床、加工中心等多种机床,无需液压机组等外围设备,减少初次投入,不占用生产现场空间资源。

滚光技术应用
1.加工零件
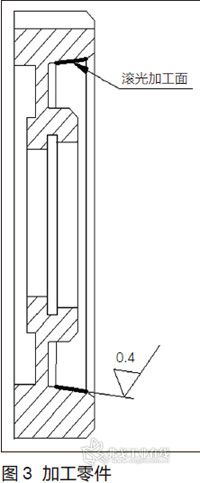
选取我厂一盘齿轮零件,如图3所示。该零件材料为8620H,热处理为渗碳淬火,热后表面硬度可以达到58~63HRC。锥面粗糙度要求为Ra0.4mm,原加工方案采用CBN刀片加工,刀尖圆角为R0.8。加工车床选用斗山PUMA305,加工参数为恒线速度260m/min,每转进给量为0.06mm/r,切削深度ap约为0.2mm。一个刀尖加工15~20件即超出表面粗糙度要求,生产成本较高。
2.加工方案
在热后车削后加入滚光工步,考虑到零件结构的特殊性,定制非标滚光刀具,考虑到滚光刀具在我厂的应用需要具备通用性,调整了金刚石刀头的圆角半径至R2。
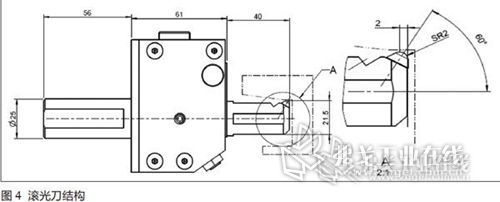
使用的滚光刀结构如图4所示。金刚石刀头连接在杠杆的一端,杠杆的另一端与一弹簧相连(弹簧隐藏在中间刀体当中)。当金刚石刀头接触到加工表面后,另一端的弹簧被压缩。随着滚光刀压入量的增加,弹簧压缩的距离变长,滚光刀提供的滚压力也随之变大。
在保证刀片加工参数不变的条件下,增加滚光工步,滚光刀所使用切削用量采用推荐最高值,恒线速度150m/min,每转进给量为0.15mm/r。
3.滚光后的效果验证
通过测量不同压入量零件滚光前后的锥面深度尺寸,得到表1所示的数据。
抽取6件零件,热后车削锥面后,取下测量表面粗糙度;重新装夹,用滚光刀加工锥面,再测量表面粗糙度,整理数据得到表2。
由表1可见,滚光前后锥面深度尺寸的变化量范围在0.005~0.015mm之间,并随着压入量的增大而增大。考虑检具的制造公差、锥面深度的尺寸公差以及测量误差,滚光技术应用后,不同压入量对尺寸产生的变化可忽略不计。表2反映了滚光技术对于改善加工面粗糙度的效果。
由于我们所使用的加工参数为推荐的最高值,在长期的验证中发现滚光刀头寿命短,容易磨损。分析现场加工环境及滚光刀的使用情况后,决定通过改变切削液喷射路径、调整滚压力以及改进切削参数来提升滚光刀的使用效果。

改进措施
1.增强润滑效果
切削液能够对滚光效果及金刚石刀头的寿命造成消极的影响。由于滚光刀体较大,影响切削液直接作用于刀头,在机床上专门加装了导管(见图5),使切削液直接喷到滚光加工位置。实践表明,加装导管后滚光刀寿命有所延长。
2.调整滚光刀压力
根据弹簧压紧力及适用零件硬度推荐值,将原装滚光刀中红色弹簧更换为绿色弹簧,固定滚光刀的压入量为0.2mm;并根据实际使用情况将原来的预紧力旋钮拧出至4个螺距。不同颜色弹簧特性如表3所示。
3.优化切削参数
考虑到滚光刀的寿命、加工效率和生产成本三方面的因素,逐渐调低滚光刀的加工参数并适当调高刀片的切削参数,最终将加工参数确定如表4所示。
批量验证及分析
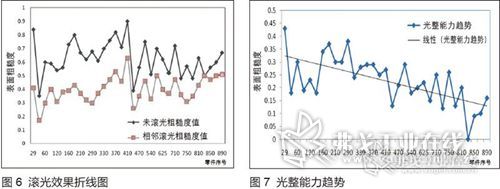
应用以上改善措施后,进行批量加工验证。更换金刚石滚光刀加工面,设定CBN刀片在每个刀尖加工30~45件后更换,测量每刀尖加工的最后一个零件的表面粗糙度值。为了便于比较,再顺序测量一件不加滚光刀只使用CBN刀片的零件表面粗糙度值,两两比较可获得滚光加工对表面粗糙度矫正量的近似值。共加工12JSD160T-1707106付箱减速齿轮890个,测得数据33组,通过Excel绘制滚光效果折线图(见图6)。
图6中横坐标为测量的零件序号,纵坐标为测得的表面粗糙度值,黑色折线为CBN刀片加工时测量的粗糙度值,其特征为表面粗糙度数值相对较高,振动幅度大。灰色折线为经过车削及滚光后测得的表面粗糙度值,其变化规律同黑色折线,但数值小于黑色折线。通过比较可见,增加滚光刀后零件的表面粗糙度值显著降低,且加工状态更为稳定。
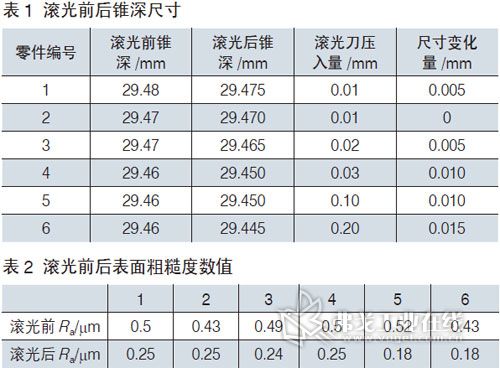
用黑色折线上测量点的数值减去灰色折线相邻点测量的数值,得到滚光刀在该点的光整能力,连接33点的数值,得到滚光刀的光整能力趋势图(见图7)。
由图7可知,滚光刀的光整能力随着加工零件数量的增加而逐渐降低。在固化的切削参数下,CBN刀片每个刀尖加工该零件35件,滚光刀每个加工面加工800件左右,可保证表面粗糙度值在0.4um以下。
结语
从实验结果来看,滚光技术应用后能够有效满足锥面粗糙度的产品图样要求,提升了产品质量。虽效率略有下降,但通过提高CBN刀片的可加工数量,未造成生产成本的增加。经过分析,在固化的切削参数下,应用滚光技术后每件零件的刀具成本为2.92元。而仅用CBN刀片加工,每件零件的刀具成本为5.6元。滚光技术的研究还为以后精密零件的加工提供了技术储备,可以完成更高表面质量要求的零件加工。
在试验中,我们也发现了若干问题,例如加入滚光工步后如何提高加工效率,改进切削液质量能否进一步延长金刚石刀头寿命等,这也是我们下一步将要研究和解决的问题。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖