自动弧焊技术在车身焊接中的应用
目前主要的整车主机厂大部分的弧焊均采用人工手动焊接,尤其是CO2保护焊。但手工弧焊存在如下问题:
1.手工弧焊的稳定性、一致性保证困难,主要取决于焊工的技能水平及职业责任心。
2.弧焊工艺中的弧光、电磁辐射、焊接气体及粉尘相对人体健康安全来说都是有害的,均会不同程度的损害操作人员的健康安全。
3.有悖于质量控制要求和职业健康要求的发展趋势。
随着我国汽车工业技术的发展,用户及工作人员对质量和健康安全的要求越来越严格,如何在确保员工职业健康的情况下,提高弧焊稳定性、一致性逐渐被大家所关注,自动弧焊技术也因此被车身制造者关注。
自动弧焊技术
1.弧焊系统的构成
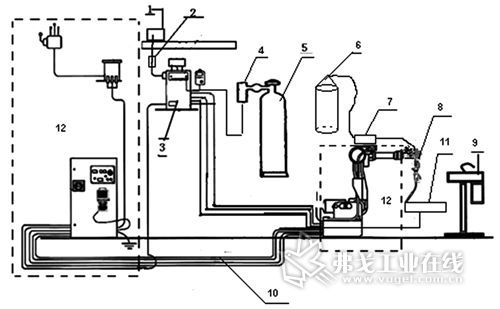
如图1所示,通常一个典型的自动弧焊系统由机器人、插接箱、配电箱、焊机、送丝装置、焊枪、气体供应装置、减压阀、线缆、工件、工装及安全装置(防弧光及烟气收集等)等构成。

2.自动弧焊工艺
目前,我们两个工厂都采用了自动弧焊工艺。临港工厂有2个自动工位UB085、RL080:UB085工位6台弧焊机器人,共焊接112条焊缝,RL080工位4台弧焊机器人,共焊接38条焊缝。采用Fanuc:M-20iA机器人;Lincoln:Power Wave 445M/STT焊机(见图2)。
南京工厂有1个自动弧焊工位,4台弧焊机器人,共焊接46条焊缝,选用Fanuc:M-20iA机器人;Fronius:Transpuls Synergic 3200 CMT焊机(见图3)。

自动弧焊的挑战
车身制造具有薄板焊接和流水线生产的特点,鉴于此要实现车身的机器人自动弧焊尤其是CO2保护焊,下述问题是必须要解决的挑战:
首先,薄板焊接烧穿问题。1 mm以下的薄板在车身中是比较常用的,但薄板给弧焊工艺带来了很大的困难——弧焊热量容易导致薄板的烧穿。

其次,零件定位精度的重复性问题。弧焊要求在焊接时对准焊缝位置,尤其是薄板焊接,而在车身制造中,采用的是流水线的作业方式,弧焊前的每个定位精度均可能对弧焊的位置精度产生影响,这给焊接带来了巨大的挑战。如果车身在工装上的位置存在大的波动,则焊缝位置将会发生偏移,甚至出现烧穿、焊枪与零件的碰撞等问题。
第三,零件尺寸精度的问题。零件本身的尺寸精度,包括零件的形位精度、零件配合的间隙精度等,这些尺寸精度对焊接的质量稳定性同样起着至关重要的作用。焊缝处零件的配合间隙同样严重影响焊缝的质量,间隙过大或不稳定,会造成焊接烧穿、塞焊填充不满等缺陷。

难点分析及应对措施
1.薄板焊穿问题
薄板的焊穿主要是焊接过程中,电弧的热量聚集后温度过高,因此要解决此问题可从两个方面进行考虑:一是减少热量的输入;二是加快散热。
减少热量输入可从电源电弧控制和焊接气体两方面来进行。现减少热量输入的弧焊电源电弧控制技术应用较多的为福尼斯的CMT冷弧焊技术和林肯的表面张力过渡技术。
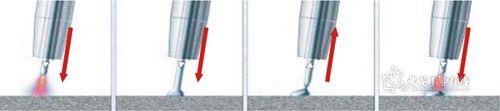
(1)CMT技术原理 其焊接过程如图4所示,电弧引燃,熔滴向熔池过渡同时送丝,熔滴进入熔池,电流减小电弧熄灭,焊丝回抽熔滴过渡到熔池,重新引弧,焊丝下送。通过这种方法控制热量的输入,减少飞溅。
(2)表面张力过渡原理 该技术实质上是一种多脉冲的波形控制技术,控制短路过渡过程中的热量输入,从而减少热量的输入。
以上两种技术在本公司的两个车间分别有应用,从实际的应用效果来看,CMT技术在热量控制上更有优势,薄板焊接能力更强。
(3)焊接保护气体 在CO2气体中加入氩气可有效降低弧焊热量,但其成本会上升。因此,在使用中,我们采用了CMT配纯CO2气体,表面张力过渡配CO2和氩气的混合气体,使弧焊的热量得以控制,使其适合车身的焊接。
加快散热通常的做法是在焊缝的背面增加铜垫块,由于车身结构复杂,且是流水线的批量生产,铜垫块难以增加,或者会导致工装结构复杂,可靠度和稳定性难以控制。为此,主要以减少热量输入为主。
2.定位精度
定位精度由工装及零件的定位面和定位孔的精度决定。通过统计焊缝位置的波动,经样板及尺寸工程,对弧焊前的每个工位的定位精度进行了细致的分析,通过尺寸链的计算分析,找出影响定位精度的关键点,针对关键控制点进行有重点的控制。
3.零件配合精度
通过样板及尺寸工程对现零件的形位及配合间隙精度进行统计分析,找出零件的超差点及波动点,推动零件供应商及本工厂内的制造有的放矢的对零件进行了整改。
4.弧焊工艺优化
根据定位及零件尺寸精度的统计数据,有针对性地调整焊接参数及焊接方式,如摆动焊接、恒压、恒流、脉冲和多次焊接等焊接方式。
通过上述技术攻关,用先进的自动弧焊技术部分替代了人工焊接,改善了工作环境和工作条件。同时,寻找到弧焊工艺优化的部分规律:根据定位及零件尺寸精度的统计数据,有针对地的调整焊接参数及焊接方式,如摆动焊接、恒压、恒流、脉冲、多次焊接等焊接方式的选用。
结语
通过实际生产的分析对比,我们总结出以下结论:薄板焊接对位置精度和匹配间隙均很敏感。CMT和表面张力过渡技术对板厚在1.2 mm的焊接,形位公差控制在1 mm以内时都可以通过参数的优化实现焊接,但间隙要求在1 mm以下;对于板厚在1.2 mm以上的焊接,间隙在
1.5 mm以内可以实现焊接;CMT技术的容差能力更高,更适合薄板的焊接。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖