提高生产节拍及疲劳强度的滚压工艺与参数
曲轴是发动机的重要部件,可以将连杆的往复运动转变为自身的旋转运动,是发动机的动力源。目前提高曲轴疲劳强度的方法有表面感应淬火、氮化和深度滚压。
曲轴表面感应淬火是将钢件的表面层淬透到一定的深度,而芯部分仍保持未淬火状态的一种局部淬火方法。表面淬火时通过快速加热,使钢件表面很快达到淬火的温度,在热量来不及穿到工件芯部时就立即冷却,实现局部淬火。其优点是可以提高材料的硬度及耐磨性,获得较高的机械强度;缺点是材料的脆性增加,易产生淬火变形或裂纹等缺陷。

曲轴氮化是指一种在一定温度下一定介质中使氮原子渗入工件表层的化学热处理工艺。其优点是可以提高曲轴的耐磨性、耐疲劳性、耐蚀性及耐高温的特性;缺点是生产周期长、成本较高、渗氮层较薄(一般为0.5 mm左右)且脆性较大,不能承受太大的接触应力及冲击载荷。
曲轴滚压是利用金属在常温状态的冷塑性特点,对工件表面施加一定的压力,使工件表层金属产生塑性变形,形成内部残余应力,增加表面硬化层,提高表面粗糙度,进而提高曲轴的疲劳强度。
圆角滚压是生产效率最高的曲轴强化方法,可以有效提升曲轴的疲劳强度,通过调整滚压参数,有效减少滚压校直次数,提升节拍。
曲轴滚压工艺
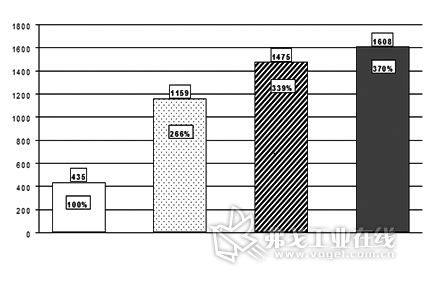
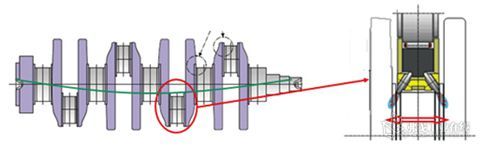
曲轴作为一种非均匀性零件,应力集中于曲柄与主轴颈、连杆颈的圆角过渡处,容易发生疲劳破坏。为了提高曲轴的疲劳强度,在曲轴圆角过渡处采用深度滚压工艺(见图1),通过滚压轮使该处产生残余压应力,增加圆角处表面硬化层,改善圆角表面粗糙度,以克服曲轴在高速运转时的拉应力,提高曲轴的疲劳强度。通过合理的圆角滚压,曲轴的疲劳强度可以提高180%~250%。疲劳强度与滚压力、滚压半径之间的关系如图2所示。
滚压参数的设定
滚压机主轴颈和连杆颈的深滚压装置的功能是相同的,连杆颈的滚压装置配有附加的行程调整油缸。深滚压单元由装有深滚压头的前部和装有支撑滚轮头的后部组成。当机床开始运转时,带有5个柱塞的液压油缸使滚压装置打开、闭合并产生滚压力,滚压臂随曲轴旋转滚压圆角。
滚压按照力有无变化可分为恒力滚压和变力滚压。恒力滚压圈数较多,一般设定为16圈,滚压力较小,在6 000~7 000 N之间,单件加工节拍较长;变力滚压滚压圈数一般选择3-6-3,滚压力较大,一般设定在9 000~11 000 N,单件加工节拍小,对滚压刀具及机床要求较高。一般情况下,滚压力越大疲劳强度提升越大,但非线性增长。若滚压力超过最大界限值,即使滚压力提升,疲劳强度也无法提高,滚压力对机床、刀具寿命都有负面影响,所以需要通过实验的方法找到一个平衡位置。目前多数滚压机选用变力滚压,对提高曲轴疲劳强度及加工节拍都有很大帮助。
曲轴在高速运转时,主轴颈、连杆颈与曲柄过渡的圆角处应力集中,对前工序圆角加工质量要求较高,若前工序加工中出现裂纹,长时间高负荷运转时会导致曲轴疲劳断裂。目前轴颈的沟槽一般采用车削或者铣削的方式加工,完成后表面粗糙度达到6.3 mm以下,经过滚压后圆角沟槽粗糙度会达到1.6 mm以下,满足高负荷运转的需求。
当曲轴运行到上止点及下止点区域时,由于受到混合气体燃烧产生的爆发压力等,使连杆颈在上下止点120°的范围内受到较大作用力,该区域最容易发生断裂。通过机床内部的控制系统来控制比例阀,使得在对连杆轴颈的沉割圆角部位进行深滚压时压力的升高和减小能够得到精确的控制,将有断裂危险的区域的滚压力调节到最佳状态。
滚压跳动的控制
目前所有的曲轴加工线对节拍的要求均较高,而滚压机的节拍与校直次数有关。采用变力3-6-3的滚压模式,若滚压后无需校直节拍一般为33 s,若校直一次节拍增加11 s,尽可能地避免曲轴校直是提高加工节拍的关键。
曲轴来料及滚压后主轴颈的跳动控制直接影响到滚压校直次数。滚压和校直工序中,对于不同型号的曲轴和加工过程,最大径向跳动量应在 0.1~0.20 mm内。在深滚压加工前,对来料要求下列部位的径向跳动不得超过:中央主轴颈0.5 mm,与中央主轴颈相邻的主轴颈0.3 mm,最外侧的主轴颈0.1 mm。
以A型1.2 L四缸FCD600曲轴为例,当来料各主轴颈跳动控制为0.1 mm,滚压后跳动分别控制为0.12 mm和0.15 mm时,各测量10件曲轴平均节拍分别为43.1 s和33.6 s,相差9.5 s。所以可以根据现场实际运行情况选择滚压前后轴颈跳动的控制范围。
滚压力对曲轴疲劳强度的影响
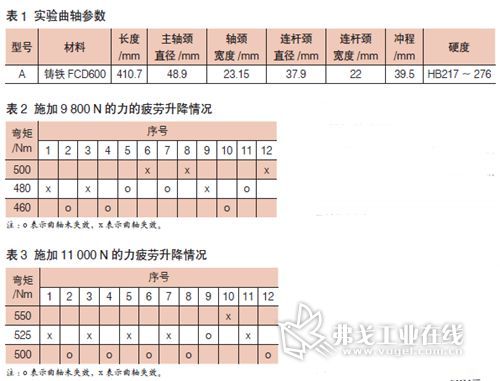
使用德国Hegenscheit的7893R滚压校直机,采用3-6-3的变力滚压工艺,对A型四缸铸铁曲轴施加9 800 N和11 000 N不同大小的滚压力,验证其对疲劳强度的影响。实验对象材质为铸铁FCD600,具体参数如表1所示。实验方法依据《QC/T 637-2000汽车发动机曲轴弯曲疲劳实验方法》,采用升降法验证曲轴的疲劳强度。
曲轴名义工作弯矩计算方法如下
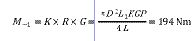
式中,M-1为名义弯矩,R为支撑反力,G为支撑反力臂长,P为爆发压力,D为气缸直径,L为相邻两主轴颈中心距离,L-1为曲拐中心至主轴颈中心距离,K为支撑因数。
成品曲轴上均截取第四拐用于实验结果测量,实验结果如下:
1.施加9 800 N的力的疲劳
升降情况如表2所示。
经计算,50%存活率下的疲劳极限M-1(50%)为480 N,存活率为99.9%的疲劳极限M-1 (99.9%)为444 Nm,安全因数
2.施加11 000 N的力疲劳升降情况如表3所示。
经计算,50%存活率下的疲劳极限M-1(50%)=517 N,存活率为99.9%的疲劳极限M-1(99.9%)=484 Nm,安全因数n=2.49。
两组实验子样由6对试样构成,按照QC/T 637-2000查存活率50%、置信度≥95%,相对误差≤5%时的变异因数大于两次试验计算的变异因数,试验有效。
检测结果可以得出如下结论:当滚压力由9 800 N增至11 000 N时,99.9%的疲劳极限由444 Nm增至484 Nm,安全因数由2.29增至2.49,可见滚压力在一定范围内增大时,疲劳强度会随之增大。
滚压力对生产节拍的影响
曲轴校直原理如图3所示,图中绿线为曲轴弯曲情况,增大滚压力后会使连杆颈伸长,从而带动主轴颈向轴颈中心偏移,以达到校直目的。
对A型曲轴施加两组不同大小的滚压力,分别为9 800 N和11 000 N,各统计10件曲轴的加工节拍,数据如表4所示。
当滚压力由9 800 N增至11 000 N时,曲轴加工节拍由42.9 s降为32.4 s,减少加工节拍10.5 s,加工节拍大幅提升。

结语
在曲轴圆角过渡处采用深度滚压工艺,使工件表层金属产生塑性变形,形成内部残余应力,提高了曲轴的疲劳强度,避免曲柄与主轴颈、连杆颈的圆角过渡的应力集中处,发生疲劳破坏,生产效率高。采用变力滚压,使用3-6-3的滚压圈数,减少加工时间的同时,避免了上下止点120°范围内滚压力过大造成曲轴断裂。控制来料的跳动,滚压造成的轴颈跳动变化仍在工艺控制范围内,避免校直。
从滚压实验结果分析:在一定范围内增大滚压力,曲轴的疲劳强度增大,安全因数随之增大;滚压力增大,滚压后轴颈跳动减少,避免滚压后曲轴校直产生额外的加工节拍。因此,根据生产的实际情况,合理控制来料曲轴的跳动,采用合适的滚压工艺,设置合适的滚压参数,适当增大滚压力,可以有效提升曲轴的疲劳强度,避免或减少校直,提高生产节拍。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖