机床减振性能的验证
要想提高机床的生产能力,就必须保证生产过程的稳定性,因此我们必须了解机床设备的减振性能。现在,合适的减振性能试验台与扩展的检验技术能够重复再现测定成型导轨的减振参数。

成型导轨的减振性能是机床动态性能中的一个重要参数,而这一参数的测定是机床设备生产厂面临的一个巨大挑战
机床生产商经常处于进退两难的境地:在满足不断提高机床生产能力的同时,还要满足不断提高的机床加工精度的要求。这些措施提高了机床的生产能力和制造速度。而为了保证机床生产过程的稳定性则必须有目的的设计好机床的动态性能。因此,机床动态性能的模拟技术不仅只用于加工机床结构的优化,也越来越多的用于机床制造工艺过程的设计。
难确定的振动局部分布状况
机床动态性能的可靠分析除了要知道机床结构件的刚性和质量分布情况以外, 还要知道它们的振动特性。但由于对加工机床连接情况和机床部件振动知识的缺乏,可靠的减振模型很难建成。机床中常用的成型导轨一般都是采用螺栓连接:它的减振参数最令人感兴趣。减振实质上就是动能的衰减,因此只能通过动态性能的测试和试验才能测定。为了能够对成型导轨进行动态性能检测,工程技术人员专门设计制造了合适的检测试验台:该检测试验台由两大质量块组成,由成型导轨把这两个质量块连接起来。在宽频振动的激励下检测试验台按照自己的固有特性振动。
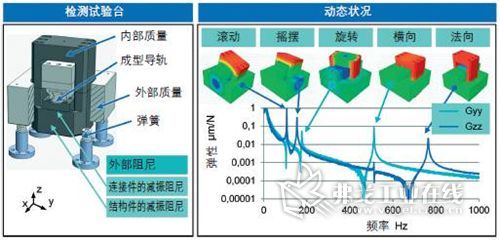
不同预紧力等级和振动模型在黏度减振模型基础上的比较
通过有目的的把质量块重心位置设置在滚动体压力线的相交处,可以使检测试验台显示纯平直或者纯螺旋的振动波形。在检测到的振动频率特性曲线的基础上可以确定振动的减振模型。但这一减振模型中包含有检测试验台整个系统的振动。它所得出的减振包含了成型导轨所需的减振,以及检测试验台零部件和它们的连接所需的减振。这样,就不能利用这一检测结果来界定所需振动阻尼的分布情况。
局部振动阻尼分布的测定方法是一步步的对检测试验台加载。每一个加载等级都要进行一次检测,并把检测结果与模拟模型相互对比。这样,每一个新的参数,例如两个部件之间连接后产生的新参数,就可以知道并测定出来。通过检测试验台的逐步加载,检测试验台的质量关系和刚性关系也在变化。这就可以利用振动形式和自振频率来测定与检测试验台完成总加载后不同的减振阻尼参数。
为了克服检测过程中的不确定性因素,工程技术人员开发了下图所示的检测试验方法。检测试验台上首先安装的是代替成型导轨的专用模拟装置。这一模拟装置由均质的钢件组成,有着相当于成型导轨的质量和刚性分布,但它的减振性很小。通过这一结构检测结果与模拟模型的比较,可以确定检测试验台的外部振动情况。完成外部振动数据的测定之后就可以进行成型导轨的检测并将检测结果与模拟模型进行比较。在进行这一检测时,成型导轨被黏度或者结构上的减振阻尼模型所代替。通过改变减振阻尼模型的质量分布,检测试验台就可以测得它的动态性能参数。预测的减振阻尼与检测结果的对比告诉人们:哪一个模型有着更好的减振缓冲性能。
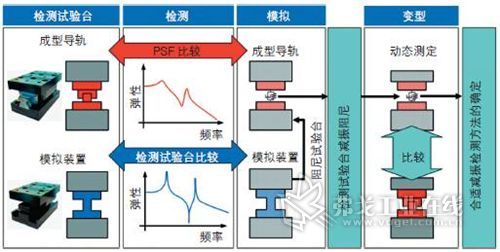
减振模型和成型导轨参数的检测方法
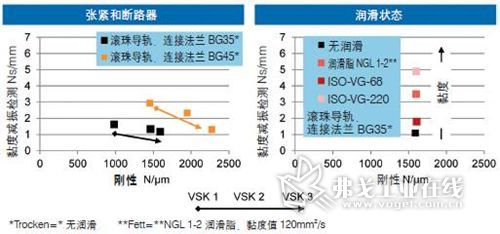
润滑材料的黏度对减振阻尼有着重要的影响
在Bosch Rexroth公司常规成型导轨的检测中,可以测定出不同的减振阻尼影响因素。为了能够重复再现的考察各种不同结构设计变型对减振阻尼的影响,检测是在没有润滑的状态下进行的。在不同预紧力等级和不同振动形式的比较中,基于韦氏黏度的减振阻尼模型告诉我们:随着预紧力等级的增加减振阻尼开始减小。对成型导轨减振性能有着最重要影响的是不同润滑材料的黏度值:黏度越高减振阻尼就越大。例如黏度值120 mm2/s 润滑脂的减振阻尼就在高黏度和低黏度润滑油之间。
法向受力方式下设计变型和润滑状态对减振性能的影响
结构设计的细节会影响减振缓冲性能
一些设计上的细节:例如导轨导入区的优化,降低脉动的结构优化,提高成型导轨使用寿命的优化等,都对成型导轨的减振阻尼性能有一定的影响。这些措施在Bosch Rexroth公司最新开发的滚珠导轨RSHP中都有体现,它们综合产生的副作用比所有预紧力等级的减振性能都要好。由于机床生产厂给出了机床设备的动态性能指标,因此机床部件供应商有关减振缓冲性能的专业技术知识就成为了他们有力的竞争武器。上述减振阻尼检测的扩展方法和专门研发的检测试验台能够有效的、可重复再现的测定成型导轨的减振性能参数。这些成果也纳入到德国科学基金会DFG 的促进项目“机床的减振效果(FOR 1087)”中。减振阻尼模型对成型导轨的检测分析能力在精密的线性轴和真实的机床设计中得到了验证。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖