磨齿机金刚滚轮合理选配及通用化方案
齿轮磨削是目前淬硬齿轮齿面精加工的主要方法,采用磨齿加工的汽车齿轮传动噪声低、传动效率高且使用寿命长。磨齿加工能消除热处理变形,因此许多高端齿轮箱均使用磨削齿轮工艺,以更好地控制传动误差和降低噪声,如我公司的S箱类零件均为全斜齿磨齿。但由于齿轮磨削加工相比剃齿效率低、成本高,磨齿大批量的应用受到限制,因此研究如何实现高效低成本的磨齿加工变得很有意义。
我公司磨齿产品种类较多,滚轮投制数量大,滚轮使用缺少规范指导,造成刀具投入成本高,磨齿加工效率低。本文论述了如何通过给出滚轮在不同磨削条件下的选配原则,实现磨齿效率最大化和刀具寿命最大化;如何通过提出磨齿机滚轮的通用化方案,避免滚轮的重复投制,降低磨齿成本。
蜗杆磨齿机滚轮修形原理分析及选配原则
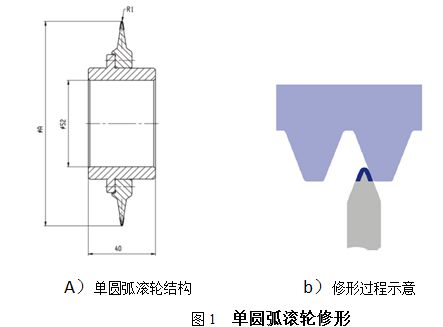
1.单圆弧滚轮修形
如图1所示,单圆弧滚轮的有效工作部分为R圆弧面,R大小可根据零件模数及齿形复杂程度选取,一般小模数及小齿根圆弧的修形选取较小R,且R不能大于砂轮齿根圆弧。单圆弧滚轮对应机床的线性修形程序模块,修形过程中滚轮与砂轮为点接触,砂轮做径向进给同时轴向窜刀,滚轮沿砂轮齿宽方向走出每个完整的齿廓,可修整任意形状的齿形,包括带齿顶和齿根修圆,是一种万能修形模式。
此修形方式适用于新产品的小批量试制以及齿形有特殊修圆要求的零件磨削,不用投制新滚轮即可实现新参数齿轮的加工,从而降低新产品开发成本,但由于修形接触面小,修整效率低,首件调试时砂轮修整时间达2~3h,不适用与零件大批量生产。
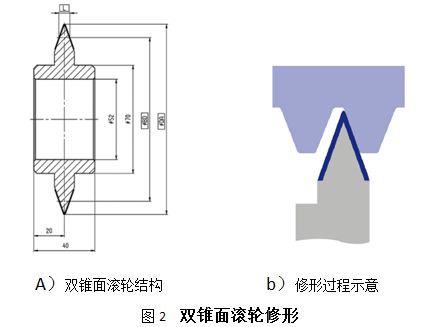
2. 双锥面滚轮修形
如图2所示,双锥面滚轮的有效工作部分为两个与零件有相同齿形的锥面,必须根据零件的齿形设计滚轮锥面形状。双锥滚轮对应机床的双锥修形程序模块,砂轮不做径向进给只有轴向窜刀,砂轮正向窜刀时修整一个齿槽面,逆向窜刀时修整另一个齿槽面,无法修整砂轮齿根及齿顶形状,无法加工齿顶齿根有特殊修圆要求的零件。
由于滚轮与砂轮为面接触,此修形方式效率高,首件调试时砂轮修整时间20~30min,目前普遍采用,适用于批量磨削生产。滚轮可在砂轮齿槽内实现微小角度摆动,实现相近模数及压力角滚轮的代用,零件种类较多时可系列化,降低生产成本。
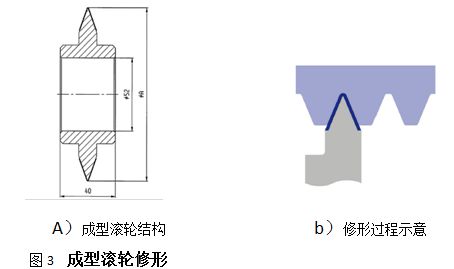
3. 成型滚轮修形
如图3所示,成形滚轮结构与双锥面滚轮相似,但其模数、压力角及齿形形状与零件完全相同,对应机床的成型修形程序模块,修形过程中砂轮不做径向经给只有轴向窜刀,对滚轮齿顶进行相应设计后修整砂轮齿根形状,从而实现零件齿顶修圆,但无法实现齿根修圆加工。
由于滚轮两面同时与砂轮接触,此修形方式效率比双锥面修形高一倍,适用于齿部参数固定零件的大批量磨削生产。不同参数的零件必须设计相应的滚轮,无法实现代用,新产品试制时不推荐该修形方案。
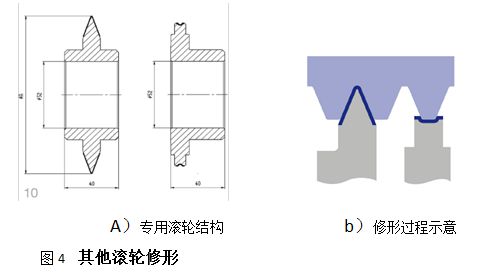
4.其他滚轮
对于大批量生产且齿顶齿根同时需要特殊修圆的零件,可以根据零件情况设计专用滚轮,在双锥滚轮或成型滚轮的旁边增加一个专门修砂轮齿顶的滚轮组合使用,提高修形效率,如图4所示。
滚轮的制造过程及性能对比
目前国内外金刚滚轮常用的制造工艺有电镀法和烧结法,两者在加工精度及使用寿命上各有所长,都被普遍采用。
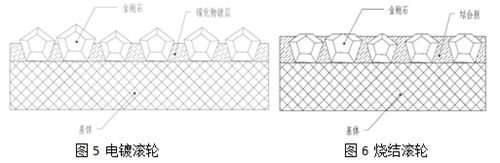
1.电镀滚轮
如图5所示,电镀滚轮利用化学电镀原理将镍化物及金刚石颗粒镀在金属基体上,金刚石颗粒较为细小,电镀周期较长,制造成本较高。镍化物层淹没金刚石的高度可控制,金刚石棱角外露部分较多,电镀完成后只需修磨掉少量的镍化物层即可为成品。因此金刚石棱角保留较完整,可修整出较锋利的砂轮,排屑及散热好,有利于防止磨糊烧伤,卡特出口件等磨糊要求较高的硬齿面磨削一般用电镀滚轮。
由于电镀滚轮的形状取决于基体,因此可制造成较为复杂形的形状来修整特殊齿形,单圆弧滚轮及专用滚轮多为电镀滚轮。电镀滚轮的寿命随电镀时间的增加而增高,但整体寿命没有烧结滚轮高。
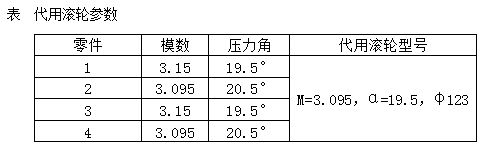
2.烧结滚轮
烧结滚轮金刚石颗粒可为条状,被手工镶嵌在基体上的结合剂中,然后在炉中烧制,制造周期较短,成本较低。由于金刚石淹没在结合剂中,烧结完成后需修磨较多的结合剂,此过程中大部分金刚石棱角被抹平,滚轮不锋利,修整的砂轮较钝,容易造成零件磨糊烧伤,所以该滚轮适用于齿面不易磨糊零件的加工,尤其热前软齿面齿轮的磨削加工。
如图6所示,烧结滚轮金刚石外露部分少且颗粒大,因此寿命较电镀滚轮高,但不适于做复杂的形状,无法修整有齿顶齿根修圆的齿形。蜗杆磨齿机的双锥面滚轮及成型磨齿机的双圆角滚轮多为烧结。
金刚滚轮的通用化应用
我公司现有磨齿产品达上百种,如S变速器零件、出口件等,对于批量生产的零件都订购了与零件参数对应的滚轮,而且RZ550机床所用滚轮为φ160mm规格,RZ260机床所用滚轮为外径φ123mm规格,因此现场滚轮型号及种类繁多,工艺编制很难实现标准化,现场滚轮匹配使用混乱。
双锥面滚轮代用原理:莱斯豪尔数控磨齿机的修形装置是可以实现±13°的摆动的,多数的数控磨齿机都具备该功能,所以当滚轮压力角与砂轮压力角不一致时,滚轮可偏置砂轮压力角与滚轮压力角之差的角度σ来修整砂轮。根据现场经验,角度差在2°以内,模数差在0.5mm以内,齿全高差在1mm以内的零件都可实现滚轮代用。

基于双锥面滚轮代用的特性,我们将批量生产的磨齿零件参数进行分组汇总,对参数接近的不同零件只需设计一个滚轮,如表中所示的4个零件。同时需注意:代用滚轮有效工作锥面长度必须大于4个零件中最大的齿全高,代用滚轮的锥面形状必须同时满足4个零件的齿形要求,由于参数相近的零件齿形框图相似,锥面形状取4个零件齿形的平均趋势即可。
可以看出,我们只需设计1个滚轮即可实现4个零件的加工,提高了滚轮对零件的通用性,可节省刀具一次性投入费用近10万元,并将所有滚轮规格都统一为φ123mm,提高了滚轮对机床的通用性。
我们对公司所有磨齿零件进行了统计汇总,形成滚轮通用化数据库并在滚轮上打印相应的公司编号,方便工艺的标准化填写,利于工人现场存取识别,对于新产品零件只需寻找参数与之接近的滚轮代用即可。
结语
通过分析蜗杆磨齿机修形原理,对比各种修形方法的利弊,有助于工艺人员及现场操作人员合理选择加工方法,充分利用工装资源。通过分析滚轮制造工艺及相关特性,为滚轮的合理选配提供了依据,从而提高了刀具寿命,降低了刀具成本。
实践证明,通过提出磨齿机滚轮通用化方案,建立滚轮的通用化数据库,能在磨齿批量化生产时减少滚轮一次性投入数量,减小刀具投制周期,降低磨齿成本生产,标准化工艺文件,规范现场管理。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖