在线检测技术的应用及分析
随着汽车行业自动化水平的不断提高,一些传统的检测方式已不能适应高节拍、柔性化的生产需求,自动的具有实时监控功能的在线机器视觉检测技术逐渐在主流生产厂家得到应用,并取得了良好的效果。本文针对该项技术的应用进行介绍,希望其能被更多厂家应用于更多领域中。
视觉检测系统
1.视觉检测系统组成及功能
视觉检测系统由硬件和软件两部分组成,硬件系统包括镜头、光源和工业摄像(接收系统),软件系统包括图像识别系统和核心计算法等,视觉系统的光源通常采用发散性小、精度高的激光作为介质。在自动化汽车生产线中,视觉系统必要时需要同机器人匹配应用,并与生产线的PLC控制系统建立联接,以实现测量、检测、定位和识别的功能。视觉检测系统具有如下特点:采用非接触式测量方式,提高了相应速度,对生产线影响小;具有长时间的稳定、可靠地重复工作的性能,适用于汽车连续化的流水线作业;适合在安全风险高、人机工程恶劣和环境差的区域工作。诸多优点使视觉检测系统在汽车行业中得到了广泛的应用。
2.工作原理
视觉系统由多组传感器组成,每个传感器首先要计算出被测物的特征点,来进行坐标确定,然后将所有接收的数据信息拟合在统一的坐标系统中,从而完成测量。
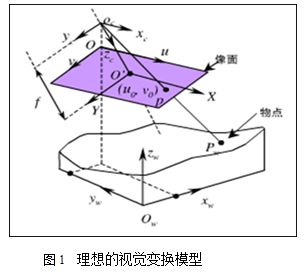
理想的视觉变换模型如图1所示,PW为空间点,O(光轴与图像平面的交叉点)为坐标原点,以X轴为图像列增加的方向,Y轴为图像行增加的方向建立笛卡尔图像直角坐标系O-XY,像平面上与PW为对应的像点P的坐标为(X,Y),OC-XCYCZC为成像系统的坐标系,极为以原点OC为投影中心,ZC轴与成像系统的光轴重合,XC、YC轴分别与X、Y轴平行,设定空间点P在成像系统坐标系下的坐标为(XC、YC、ZC),则空间任意点在图像上任意位置都可以用空间点PW在图像上的投影位置P,P为投影中心OC点与PW的连线与图像平面的交点,这种关系称为中心投影点,从而建立了尺寸相对关联。
在线检测技术
在线检测技术从安装方式上分为固定式和动态式;从测量的方法上分为采用照相机拍照系统和激光系统两种方式;从应用领域上分为定位检测功能、尺寸检测、型面检测和功能匹配等几个方面。
1.在线尺寸检测功能
(1)车身尺寸检测功能(通常采用动态检测方式)
定义:在生产线的特定位置,设置激光测量系统,对车身的关键控制点进行测量,并将数据实时传输到数据分析系统,并能将发现的问题及时进行报警。
优点:实现了实时数据记录、分析,能够有效控制问题的发生范围;采用相对传统的CMM测量,测量样本量大,能在短期内有足够的样本进行统计学分析;灵活性好,通过计算机编程,可以对车身需要关注的局部(如车辆改型、新零件试制)进行定点检测,对问题做出准确判断;柔性好,对多车型混线生产有良好的兼容性;自动工作,节省人力成本。
缺点:设备初期一次性费用投入较大;测量精度比CMM低;对工位的定位精度要求相对较高。
(2)测量系统

测量系统如图2所示,测量单元主要包括:
①工装定位系统 工装定位系统的精度和重复性(如果有单元切换)将直接影响车辆的测量精度,为避免定位系统的偏差影响最终的测量结果,在设计时应做到具有良好的重复性,精度要求也相对较高,有的区域为了达到更高的精确度,甚至可以采取车身的定位孔为坐标基准点,来消除工装的影响;
②机器人+激光测头=测量系统 机器人因质量较大,在运动过程中振动影响较大,应制作专门的、牢固的基座,并具有减振功能,机器人的选择则需要考量重复精度,一般不能超过0.2mm,因在现场使用,激光测头需要具有一定的防灰尘和焊接飞溅的保护设施。
③系统自检系统(含温度补偿) 由于测量系统是由机器人、工装和激光扫描头组成的相对复杂的系统,系统受到温度和设备本身重复性的影响较大,因此需要在使用一定的周期后对系统进行精度标定,用来进行温度等的补偿,具体做法是设置基准球,设置机器人的测头进行测量校准。
④控制系统 控制系统可以保证设备与相关联工位的信号系统的联系,并根据编程情况调用不同的测量程序。
⑤车型识别系统(柔性化生产线) 对不同车型的检测要有车型识别系统(通常是采用条码扫描),它在前工位进行信息采集,传输至检测工位后根据车型调用不同的测量程序。
⑥数据分析系统 现场采集的测量数据应能直接输入至数据分析系统,并采取一定声、光方式对各种尺寸、匹配问题进行报警。
(3)工作原理
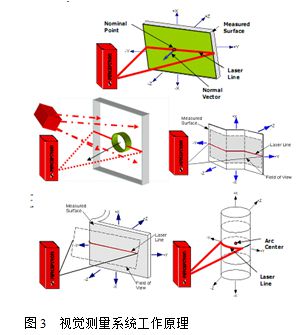
视觉测量系统工作原理(见图3):使用平面激光照射被测物体表面,采集二维平面数据;使用激光线照射被测物体采集第三维数据;根据采集数据通过专业软件进行分析;通过相关算法得出被测物体或特征的位移、形变以及其他几何特征的变化。
(4)数据输出及应用:
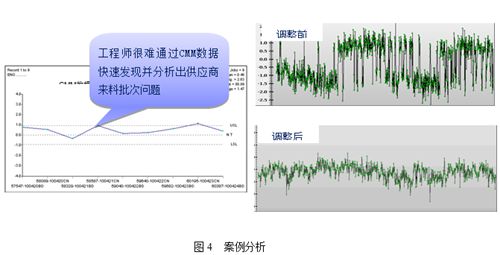
如图4所示,该案例存在的问题是某车型大灯支架批次性波动,调查发现该车型前纵梁尺寸发生变化,供应商新线生产的前纵梁尺寸不符合要求,前纵梁为两条线进行生产。根据零件对比检测,最终确定供应商参照第一条生产线的状态对零件进行整改,使之尺寸状态一致,修复后批次性波动消除。
2.四门、前后盖、翼子板间隙和平整度匹配在线测量(固定式)
(1)设备要求 自动识别车型,完成激光测量并即时显示测量结果。
(2)测量内容:三车型外覆盖件的匹配(平整度和间隙),主要包括:前盖与翼子板匹配;翼子板与前门匹配;前后门匹配(包括窗框);后门与后翼子板匹配;后盖(或后举门)与后翼子板匹配。
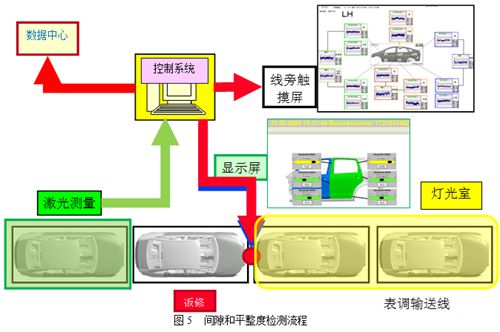
(3)工作原理流程 工作原理流程如图5所示。
(4)优点 设备为固定式,操作、保养相对简单;能将一个时间段的车辆的不同部位的间隙、平整度等进行综合分析,为改进提供方向;对在线车辆的匹配100%的测量,确保了车辆匹配的一致性;消除了人工测量时的测量误差,长久来看降低了人工成本;即时发现问题,有利于后道工艺进行返修;适用于大批量、连续化生产的质量控制。
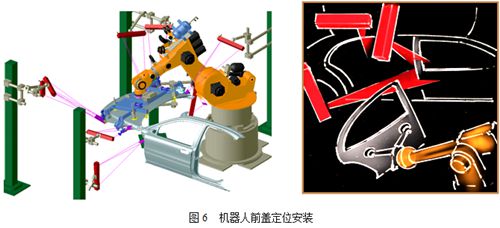
3.机器人装配精确定位
在现场自动化工位,如顶盖安装、机器人激光焊接、门盖的安装以及自动涂胶等工艺,都需要先进行精确定位,机器人对定位数据进行分析后进行正确的操作,以达到工艺的稳定性。此种定位采取激光测量的方式,通常采用固定方式。
在此以机器人前盖定位安装为例(见图6):车辆到达工位定位,线旁设置了6组固定式激光测量装置,前部4组测量头分别对前盖的两侧前后的间隙和平整度进行测量,另外两组测量头对前盖的铰链安装孔的位置进行测量定位,机器人用抓手抓起前盖,通过收到的数据信息不断修正左右间隙和平整度的一致性,并对前盖的定位孔进行修正,然后打紧铰链。
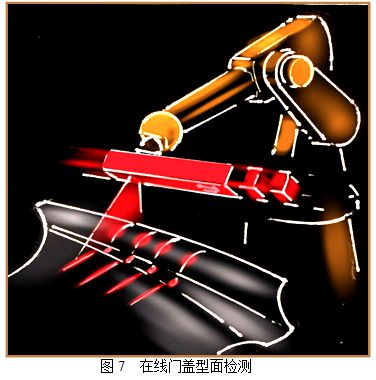
4.在线门盖型面检测
在线门盖型面检测如图7所示,通常采用照相系统或激光面扫描等对外覆盖件的轮廓或特征进行在线检测,减少了人工搬运、下线的问题,实现100%在线检测,面扫描也是触发式测量设备无法完全替代的检测方法。
此外,在线检测设备还可以对机器人涂胶的轨迹和位置等进行测量监控,并对轨迹的偏差设定报警限,从而实现自动监控。
结语
在线视觉检测系统是当今汽车行业自动化率不断提升过程中不可或缺的设备,本文介绍的几种使用方法是在实践中较为成熟的,它有力地保障了产品在尺寸控制、精确定位、功能匹配和自动检测方面的精度,未来必将在更广阔的领域中得到应用,为实现更高自动化、更精细的质量等方面发挥巨大的作用。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖