凸缘封闭锻工艺及模具研发
随着国内汽车市场的繁荣,轮毂类(主要有凸缘和外圈)锻件的需求量与日俱增。锻件原材料的消耗是影响锻件生产总成本的主要因素。在欧美等发达国家,凸缘锻件采用的生产设备自动化程度和加工精度都很高,所以大多数都是采用封闭式锻造工艺,其工艺步骤为:镦粗、预锻(可以是多个预锻)和精锻。而在国内,目前凸缘锻件则主要是采用开式锻造工艺,其工艺步骤为:镦粗、预锻(可以是多个预锻)、精锻和切边。在凸缘锻件的生产中,我公司采用的开式锻造工艺步骤为:镦粗、精锻和切边。以W-716凸缘为例,我公司按原开式锻造工艺进行制作,其消耗的下料重量为3.1+0.05kg。
因此,开发出一种新的锻造生产工艺,减少锻件原材料的消耗,提高人员的生产效率,降低锻件的生产成本,以提高企业的市场竞争能力势在必行。面对市场竞争的巨大压力,我公司展开了对凸缘封闭锻工艺及模具的研发工作,目前项目已顺得完成,实现了预期效果。
项目实施
在凸缘封闭锻工艺及模具的研发过程中,我们首先要解决的难题是精锻模具和预锻模具的设计,然后是生产过程中所需的设备及下料问题。
1. 精锻模具的设计
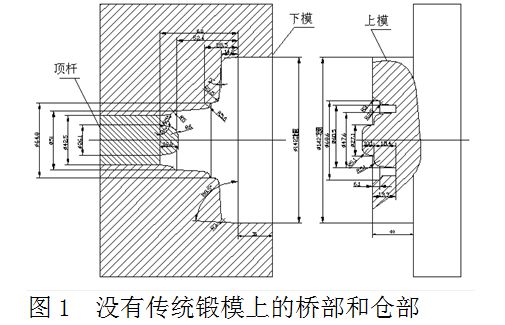
在精锻模具的设计过程中,我们运用封闭成形的理念,将上模设计成冲头,下模延型腔外围设计出导向孔。在闭模时,利用冲头外径与下模导向孔的配合定位,使冲头在下行的过程中与下模型腔组合成一个封闭的模腔,让坯料在这个封闭的模腔内完全成形。因为延分模面设计了导向孔,所有模具就没有了传统锻模上的桥部和仓部,实现了无飞边锻造(见图1)。
2.预锻模具的设计
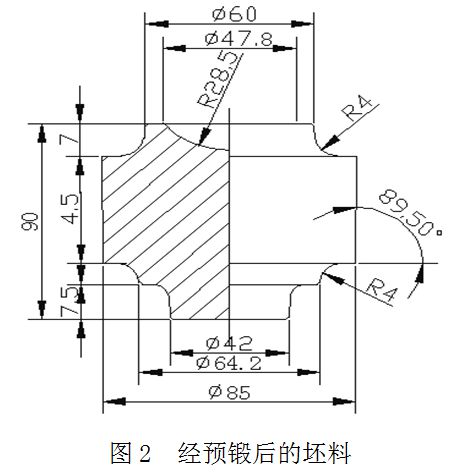
为了保证生产效率,我们在编制工艺的时候只允许一道预锻。经预锻后的坯料(见图2),首先要保证在精锻模具上能准确定位,因为定位不准,坯料在放置到精锻模具上时很容易放偏,一旦放偏了料,在成形的过程中,就会因材料分布不均匀导致锻件报废。然后,要确定坯料的形状,需容易成形,否则会有折叠;要具备一定的高度,使坯料在精锻模具里时,容易轴向成形;不能有毛刺,否则直接影响精锻的产品质量。
我们通过Proe软件进行造型,根据锻造等体积法,在同时满足上述条件的情况下确定了坯料的形状尺寸,然后设计出预锻模具。
3.所需的生产设备
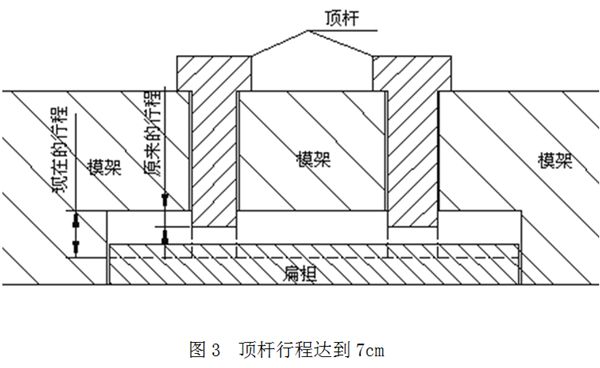
我公司锻造中心的一台2500T热模锻压力机,顶杆行程只有1cm。在传统工艺中,只需用顶杆把工件在模具里顶松,工人就可以把工件从模具里夹出来了。但封闭锻工艺不行,成形的模具型腔离模面有一定的距离,这个距离是导向孔引起的,顶杆必须具备6~8cm的行程,才能将锻件从模具型腔内顶到模面以外,便于工人夹料。为此,项目组人员通过加深模架底部的扁担槽深度,减薄扁担厚度,增加顶杆高度(原来顶杆有空行程的),使它能满行程运动,终于使顶杆的实际行程达到7cm,保障了封闭锻工艺设定的顶杆行程高度要求(见图3)。
4.下料问题
对封闭锻造,坯料不但要求两端面平整无毛刺,而且重量的差异性要求也很高。同一批料重量的差异性不能超过15g,否则会导致锻件出现毛刺,或者“缺肉”(充不满)、更甚至导致模具的涨裂碎。项目组人员通过改进下料工艺,由传统的剪料变为锯料,并严格控制下料精度,确保了坯料重量的一致性。为此,公司引进了圆锯机。
经过多次试样,不断进行优化和改进,终于在项目组人员的共同努力下,我们解决了凸缘锻件的封闭锻造工艺及模具的开发问题。我公司的凸缘封闭锻造工艺步骤为:镦粗、预锻和精锻。凸缘锻件采用无飞边的封闭锻工艺后,不仅锻件的材料消耗重量比以前大幅减少,而且表面质量也有了很大的提高(见图4)。

结语
目前,该项目已经通过公司项目评审小组的审核,采用封闭锻工艺生产的W-716凸缘已投入量产,锻件下料重量从原来的3.1+0.05kg减小到现在的2.86+0.03kg,每只锻件节约材料消耗0.25kg;锻件尺寸、金属流线和外观表面质量均符合图样要求;产品废品率小于0.2%;模具寿命一次性达到8000~10000件,完全满足项目预期的要求。对于原材料为SAE1055的W-716凸缘,本项目的实施所带来的直接经济效益:材料售价7.1元/kg,按平均每月生产5万只,一年可为公司节约原材料费用为5万只×0.25kg/只×7.1元/kg ×12月≈106.5万元。
本项目开创了我公司凸缘锻件无飞边封闭锻造的先河,为今后我公司在这方面的技术开展积累了宝贵的经验。目前,封闭锻造工艺和封闭锻造模具这两项专利正在申报之中。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖