中间轴磨外圆圆度超差原因分析及解决方案
问题的提出
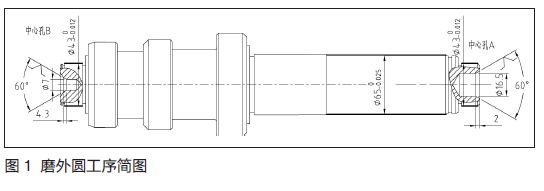
从2015年1月底开始,我公司中间轴零件热后磨外圆工序,现场所有外圆磨床或多或少均会出现外圆圆度超差现象。如图1所示,现场具体情况如下:轴头右端靠近中心孔A处外圆尺寸φ43(-0.012,0)mm和φ65(-0.025,0)mm的圆度大约为0.005~0.015 mm,偶尔有大于0.02 mm的情况;轴头左端靠近中心孔B处外圆尺寸φ43(-0.012,0)mm的圆度基本上不大于0.003 mm;已磨削加工各外圆对两端中心孔的跳动符合工艺要求。
虽然产品图中对外圆尺寸的圆度误差没有要求,但是在标准GB/T1184-1996(形状和位置公差未注公差标准)中对圆度的未注公差有着明确要求:外圆尺寸φ43 mm极限偏差值为0.012 mm,按公差等级查询是5级精度,根据标准,其圆度值应不大于0.003 mm;外圆尺寸φ65 mm极限偏差值为0.025 mm,按公差等级查询是7级精度,根据标准,其圆度值应不大于0.007 mm。也就是说,φ43 mm外圆圆度大于0.003 mm即为超差,φ65 mm外圆圆度大于0.007 mm即为超差。由此可知,在中间轴零件热后磨外圆工序中,靠近中心孔A的两段外圆的圆度均存在超差情况,靠近中心孔B处的外圆圆度基本符合标准要求。
在磨削加工时,零件使用轴头两端顶尖定位夹紧,卡箍卡入零件齿槽内带动零件随机床旋转。图1中所示的3个外圆分别在3台不同的机床上加工,在加工时磨削位置均位于靠近尾顶尖处。
现场跟踪观察发现:靠近中心孔A处的两个外圆,φ65 mm外圆的圆度合格率明显要高于φ43 mm外圆的圆度合格率;同一批零件,外圆尺寸φ43 mm出现圆度超差情况时,外圆尺寸φ65mm的圆度误差符合标准要求;靠近中心孔B处的φ43 mm外圆圆度基本符合标准要求。综上,靠近中心孔A处的φ43 mm外圆是整个零件上最易出现圆度超差的位置。
原因分析
零件外圆在磨削加工过程中产生了圆度超差,原因在于砂轮和被加工工件间产生了相对运动。在此,对可能的原因进行分析。
1.机床及其相关辅具问题
机床及其相关夹辅具问题包括顶尖在主轴和尾座套筒锥孔内贴合不紧密,磨削工件时发生晃动;工件顶得过松或者过紧;砂轮过钝;砂轮主轴轴承间隙过大;切削用量不合适;切削液不充分或供应不及时等;此外,还包括机床上定位顶尖的跳动是否合格,定位锥面上是否有污物、铁屑和尘埃等。
靠近中心孔A处和靠近中心孔B处的φ43 mm外圆工艺要求完全一致,但是圆度却是一个基本满足标准要求,另一个经常超差。基于此,我们尝试将磨削这两个外圆的磨床进行对调,并对两车共128件零件进行试验跟踪,抽检圆度值,实验数据如图2所示。

由图2可知,机床调换后,靠近中心孔B处φ43 mm外圆的圆度基本符合标准要求,靠近中心孔A处φ43 mm外圆圆度大部分超差。通过一周的跟踪观察,现场实际加工状态与图2基本一致。据此,机床及其夹辅具的影响因素基本可排除。
2.中心孔问题
中心孔问题包括零件中心孔形状不正确(不圆、角度不对、太浅和有毛刺等)或者中心孔内有污物、铁屑和尘埃等。
(1)中心孔锥面圆度
现场观察零件两端中心孔形状,看不出明显圆度的变化,使用三坐标抽检中心孔A的锥面圆度情况, 随后进行磨削加工。
抽检4件零件,靠近中心孔B处的φ43 mm外圆圆度不大于0.003 mm,零件圆度全部符合标准要求;靠近中心孔A处φ43 mm外圆圆度具体数值如表1所示,圆度合格率只有50%。由此可见,外圆圆度超差另有原因。
(2)中心孔的锥面角度
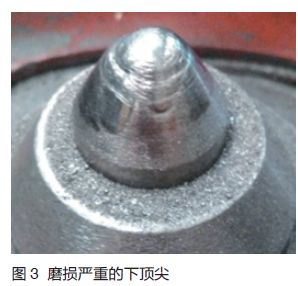
研中心孔所用夹具为定位下顶尖,两端中心孔使用同一顶尖。现场发现部分研孔工序机床使用的定位下顶尖磨损严重,锥面顶部呈圆形,有明显的棱线,如图3所示。
研两端中心孔所用刀具一致,为我公司自行设计的多刃顶尖,其角度值要求为60°±15′,使用三坐标对角度进行检测,抽检2件,实测值如表2所示 。

从表2可以看出,刀具角度明显超差,使用该顶尖加工过的零件中心孔角度肯定也会超差,这会直接影响零件磨削加工时的定位可靠性,从而影响零件的外圆圆度。
定位用顶尖磨损严重,使用此顶尖定位时,零件中心孔锥面与下顶尖不能有效的配合,下顶尖起不到定心作用,很容易导致中心孔形状不正确。
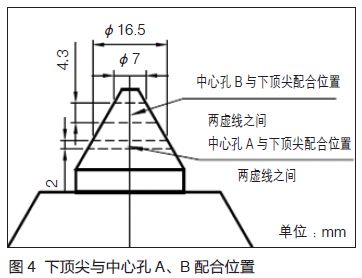
由图4可明确看出,零件中心孔A、 B与研孔下顶尖的配合位置(锥面上两虚线之间的位置)。与图3对比可以看出:顶尖从上半部分开始磨损,上半部分磨损明显更严重,在与这样的下顶尖配合时,中心孔A的定位效果会稍好一点。所以,同一个零件,中心孔B的形状误差能稍好于中心孔A。
(3)中心孔的锥面粗糙度
中心孔A内侧有螺纹孔,热处理后强化喷丸处理时钢珠易进入孔内,不易清理干净,螺纹孔本身也容易存在铁屑及污物;且中心孔A的定位长度只有2 mm,比较短,锥面有污物直接影响零件定位的准确性,进而影响零件外圆的圆度。
采取措施
为保证热后零件中心孔形状正确,现对其中影响较大的因素要求如下:
1.对研孔工序所用的定位下顶尖进行重新检查,对已经磨损的及时进行更换,同时要严格按照《研孔校直工序作业指导书》的流程进行研孔加工,以确保定位可靠,避免由于定位失效引起不必要的误差。
2.对研孔用刀具的角度按批次进行检测,保证刀具合格。
3.保证中心孔定位用锥面无污物,在磨削加工前,使用气枪把待加工零件的中心孔吹干净,逐个进行检查。
采取上述措施后,我们进行了实践验证。现场有一批专供VOLVO的零件,共100多件,在加工φ65 mm外圆时,圆度值在0.01~0.02 mm之间,严重超出标准值0.007 mm,加工了十余件,圆度值超差情况一致,于是暂停加工。
按上述方法调整了研孔工序所用的夹具和刀具,并对该批所有零件重新进行研孔加工,然后使用气枪把待加工零件的中心孔全部吹干净,接下来在同一台机床上加工其余零件的φ65 mm外圆。经检验,外圆圆度全部合适。同时,在其他外圆磨床上调试磨削φ43 mm外圆,测量发现该外圆的圆度也全部符合标准要求。
结语
本文通过对现场加工零件的跟踪验证,找出了磨削加工时影响外圆圆度的重要因素,提出了具体的解决方法。同时,此方法适用于以中心孔定位的所有轴类零件的磨外圆加工,为解决相似问题提供了借鉴意义。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖