薄壁零件热处理变形问题研究
薄壁零件热处理变形问题一直是热加工行业的重大难题。由于壁厚较薄,薄壁零件在高温状态下,很容易释放加工应力造成翘曲变形;同时,在淬火冷却过程中容易带来淬火冷却变形;同一零件不同壁厚的部位冷却速度无法保持一致,同一料盘不同部位的零件冷却状态不一致,原材料加工状态以及化学成分等因素的差异,都会增加薄壁零件热处理变形的复杂性,给问题的分析和解决带来极大困难。
问题描述
神龙公司BE变速器自从2008年投产以来,一直面临着BE3/4档滑动齿套端面变形的难题,每月由于端面变形导致的废损率高达3%。神龙公司多年技术攻关一直未能解决该问题,技术人员同法国PSA集团进行了大量交流,发现他们存在同样的问题,废损率也基本一致。随着神龙公司BE变速器产量的提升,由于端面变形导致的废损率单日最高超过10%,不但给生产带来了巨大的影响,还造成了严重的浪费。
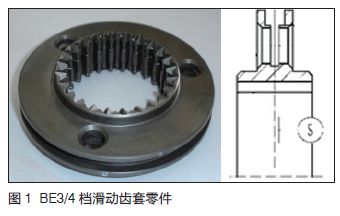
BE3/4档滑动齿套如图1所示,端面壁厚最薄处为2.285 mm,是典型的薄壁零件。从毛坯锻造到机加工、热处理各工序极易产生翘曲变形,由此带来零件端面变形超差废损。为改善废损率过高的问题,我们进行了大量的分析研究工作。
研究试验方案
1.淬火油冷却速度对变形的影响
BE3/4档滑动齿套材料为20MnCr5,采用碳氮共渗工艺,碳氮共渗温度为870 ℃,在推盘式连续炉中加热碳氮共渗5 h后,采用Houghton MT2565等温淬火油160 ℃淬火。
为了研究不同冷却速度的淬火油对该零件变形的影响,我们对现场几台设备中使用的好富顿MT2565淬火油进行了冷却速度测试,选取淬火油最大、冷却速度差异较大的两台设备进行对比试验,最大冷却速度分别为78.69 ℃/s和89 ℃/s。在同样的热处理工艺参数下,从同一批机加工的3/4档滑动齿套中抽样在这两台设备中进行加工,然后抽样检查零件拨叉槽宽度,进行统计分析,统计结果如图2所示。
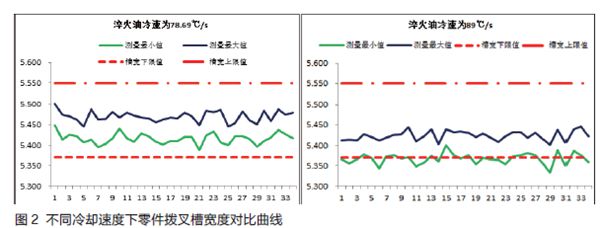
根据统计数据曲线可以得出以下结论:随着淬火油冷却速度的增加,零件端面紧缩的趋势增大,导致拨叉槽减小的趋势比较明显,即随着淬火油冷却速度的增大,薄壁零件端面变形趋势增大;随着淬火油冷速的增加,零件变形量散差变小的趋势较明显,说明零件冷却更均匀,变形一致性更好。
2.零件装夹位置及油搅拌速度对热变形的影响
为了发现淬火过程对零件变形的影响,我们对同一料盘不同位置零件的变形量以及不同油搅拌速度下零件的变形量进行对比试验。
BE3/4档滑动齿套在热处理料盘上的装夹情况如图3所示,与其他零件共同装夹,每盘16柱,每柱上方串装10件BE3/4档滑动齿套。
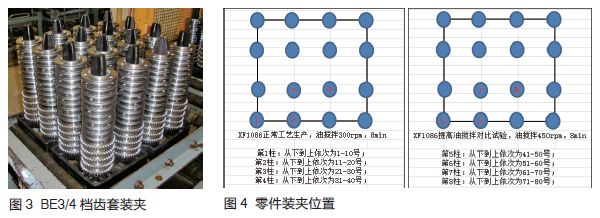
我们在16柱中抽取4柱(见图4),从下至上按要求编号1~40号,另外一盘零件同样位置的4柱,编号为41~80号。第一盘(1~40号)按照300 r/min的油搅拌转速进行淬火,第二盘(41~80号)采用450 r/min的油搅拌转速进行淬火,统计这80个零件热处理前后端面变形量,统计结果如图5所示。
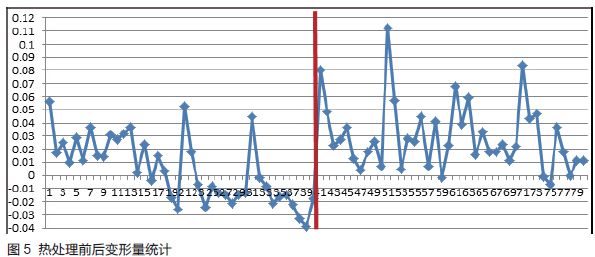
根据统计数据可以得出以下结论:4柱零件,外围两柱平均变形量大于内部两柱零件,且同一柱零件中下面零件变形较大;随着油搅拌参数的增加,零件变形量和散差明显变大;统计数据显示零件变形情况较紊乱,上、中和下位置均有变形较大和较小的零件,无法得出确定性对应关系。
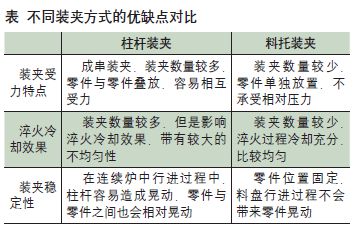
3.装夹方式对零件热变形的影响
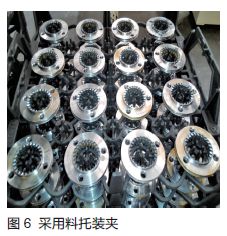
神龙公司针对变速器齿轮、齿套类零件装夹有两种方式:柱杆式装夹和料托式装夹。我们对两种装夹方式的特点进行对比分析(见文中表),根据前面数据得知,采用柱杆串装零件,热变形结果紊乱程度较大,我们考虑更换装夹方式进行实验。如图6所示,BE3/4档滑动齿套装夹方式由之前的柱杆成串装夹更改为料托式装夹,每个零件单独装夹在料托上,具有单独的支撑和定位结构。
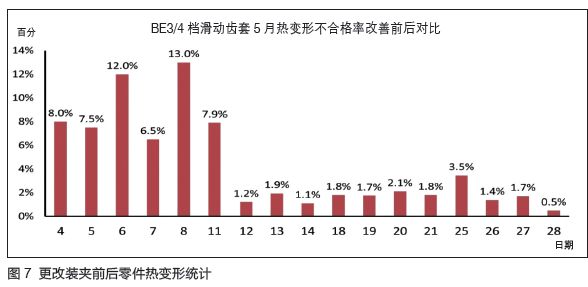
更改装夹方式后,经过验证,对零件其他质量无影响。连续跟踪一段时间的变形数据,统计情况如图7所示。通过统计数据发现,零件热处理变形情况有了明显的改善。
4.零件晃动对热变形的影响
BE3/4档滑动齿套更换为料托式装夹跟踪零件端面变形情况后,发现某段时间开始,零件端面变形废损情况又有所上升。我们对生产过程进行跟踪发现,零件在进炉前,存在部分零件位置倾斜的情况。为验证端面变形率上升是否与零件倾斜有关,对料托进行优化,提升零件中心定位柱的高度,保证零件装夹后保持端面水平的状态,如图8所示。
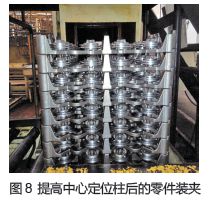
实施此项优化后,该零件端面变形情况能够稳定地维持在1%以下。说明零件端面是否水 平对变形有较大的影响。回顾之前使用柱杆装夹的情况,我们认识到,柱杆装夹零件在碳氮共渗连续炉中加工时,随着料盘向淬火槽的行进,柱杆上的齿套会存在较严重的相对晃动。从柱杆式装夹更换为料托式装夹,一方面零件不承受其他零件的压力,另一方面有效避免了零件的相对晃动,同时加热及冷却均匀性更好,从而对零件端面变形起到了良好的效果。
结论和建议
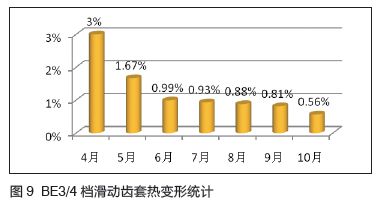
通过对BE3/4档滑动齿套热处理变形问题的研究,我们成功地将零件变形废损率由3%降低到1%以下(见图9),解决了长期影响生产的历史性难题。据估算,改进实施后,每月平均减少1 200件BE3/4档齿套端面变形废损件,每年由此获得的经济效益高达16.74万元。同时提高了生产效率,避免了突发性的高废损率对生产带来的影响。
对本项研究获得的主要经验总结如下:冷却速度的增大会导致薄壁零件变形量增加,同时由于冷却更均匀,变形散差更小;零件的装夹方式对热变形有较大的影响,装夹过多会导致零件加热和冷却不均匀,带来一定的变形;零件装夹时应避免零件叠放,减少零件承受相对压力对变形的影响;薄壁零件在热加工状态下的相对晃动或端面装夹不水平,也会带来较大的端面变形。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖