汽车零件折边的质量控制
汽车制造过程中,四门两盖常采用折边工艺。零件折边问题一般需要花费较多的人力和物力进行大量的调试工作来解决,增加了制造成本。因此,研究汽车零件折边质量的影响因素,对提高折边的质量和生产效率,降低成本尤为重要。
折边是通过外板翻边弯曲将内板包住压紧的过程,零件折边质量涉及两方面因素,一方面,从板材特性上看,与板材延伸率等成形性有关,当超过产品性能极限时容易产生质量问题。另一方面基于产品造型,为使内板零件顺利放入在外板零件中,外板零件的折边翻边角度需做大,一般需要进行预折边至压机模具可以压合的角度,然后再放入压机模具中进行终压,因此,零件设计以及制造过程中涉及的预滚边工艺及压机模具压合工艺都将直接影响折边质量。
本文在介绍折边工艺的基础上,总结了在生产过程中影响零件折边的因素,讨论了零件的设计因素(如折边区域圆角半径、折边翻边长度)以及制造工艺参数(如外板零件翻边打开角度、滚边姿态、滚边速度及预推刀时序)对零件折边质量的影响,及获得良好零件折边质量的方法,为车身制造中零件折边质量控制提供参考。
车身折边工艺
在车身制造中,折边工艺是车身四门两盖总成件最常用的一种连接工艺,如图1所示。
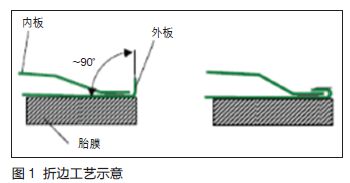
折边工艺一般分为三步:首先将焊接好的内板总成放入涂好折边胶的外板总成中,通过夹具进行定位夹紧,称之为内外板拼合;之后,通过折边机构或滚轮将外板零件翻边翻折至45°;最后再通过折边机构或滚轮将外板零件翻边从45°翻折至0°,从而将外板的翻边紧紧压紧内板, 使外板和内板被整合成一体。
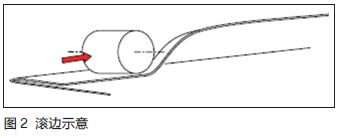
机器人滚压折边是通过安装在机器人臂上滚边头中的滚轮,在滚边胎模的支撑下沿板件折边型面进行滚压,滚边过程中对外板零件施加压力使外板发生塑性变形,从而压紧内板,如图2所示。机器人滚边系统自动化程度高且柔性好,针对翻边角度大,而采用压机模具无法折边的情况下,可以采用滚边系统进行预折边至压机可折边的角度。
折边质量影响因素
1.零件设计因素
(1)折边圆角半径及翻边长度
零件有弯曲或转角特征的折边区域,是折边质量重点关注区域。如图3所示的零件折边特征,假设零件折边前,折边区域圆角半径为r,对应圆角为φ,翻边长度为a,产品延伸率为ε。
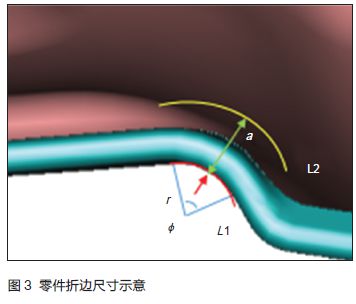
该区域折边可简化为零件翻边边线为一个受拉伸的过程,翻边前圆弧长度为L1的计算公式如下:
翻边后的圆弧长度为L2,计算公式如下:
为保证折边后不产生开裂缺陷则圆弧长度变化量要小于延伸率ε,即:
将公式(1)和(2)代入公式(3),计算得
由此可见,在零件材质一定的情况下,零件折边区域的圆角半径越大,就越不容易产生折边质量问题,而翻边长度越小则对于弯曲特征翻边折边更有利。因此,在零件设计的同步工程过程中,针对弯曲或转角特征区域需进行圆角半径及翻边长度的评估,确保实际生产中的折边质量。
(2)折边翻边角度
折边是将内板合装至外板内再进行压紧的工艺,由于零件造型原因,为保证内板能够顺利地装入外板,同时外板零件在冲压时能够从模具中取出,对于外板冲压件的翻边角度需要进行合理的分析。通常直边的翻边角度要求为95°~105°,翻边打开角度越小越有利于折边质量控制,不容易在折边过程中出现堆料;而翻边角度大时,无法直接进行压机折边,需要有预折边工艺,且翻边角度大时冲压单件折边筋线不明显,在进行预滚边时需要增加调试工作量。
2.制造因素
(1)滚边影响
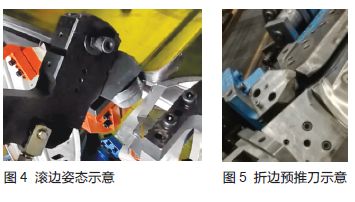
基于产品造型,折边翻边角度大的情况下,一般需要机器人滚边进行预折边至压机模具可以压合的角度。机器人滚边的滚压轨迹程序是通过模拟仿真,然后校正机器人TCP点实现滚头轨迹运行控制,在滚边调试过程中,需要实际折边状态修正程序来改变滚轮的运动轨迹,并调整滚轮的姿态,使翻边过渡光滑。
同时,滚边压力过大也容易造成波浪和角部下榻,压力太小又会造成内外板贴实度不够。在调试过程中应手动确认滚边压力大小,及时进行调整。此外,滚边速度对折边质量也会产生影响,滚边速度过快,易造成零件滚压部位起皱,滚压速度慢则会增加零件制造时间和成本,因此在零件的滚边过程中应根据零件特征进行滚边速度大小的调节,针对平缓特征位置可提高滚边速度,而对于具有弯曲特征或转角特征处尽量减缓滚边速度,确保滚边质量。
(2)折边模预推时序
采用压机折边时,折边模的预推和折边均是一次完成,上模通过液压系统来实现压合。折边前将内、外板总成放入折边模中,首先由液压机提供动力,通过折边模预推机构推动预推刀将外板翻边向内方向预压一定角度,再由终压机构将预推后的翻边向内板零件方向压平,最终使内、外板总成包合成一体。
在调试过程中针对具有弯曲特征或转角特征的零件,采用多个预推刀块进行预推,实现不同特征压紧角度和压紧力可以分别调节,确保折边质量。另外,各个预推机构在施压过程中需要确保时序一致,使零件翻边同时受力,使接口处板金表面平顺。另外,冲压外板来料表面应避免有隐伤裂纹,确保在折边过程中不会隐伤加剧出现折边问题。
结语
为保证零件折边的质量及稳定性,在四门两盖等折边零件设计及生产过程中,零件折边的设计参数及工艺因素均需关注。
综上所述,对零件折边及其质量控制有影响的因素主要来自以下三方面:
1.零件设计
零件折边区域的圆角半径越大,越不容易产生折边质量问题,而翻边长度越小则对于弯曲特征翻边折边更有利。因此在零件设计的同步工程过程中,应根据零件不同的造型及折边区域的零件尺寸,针对弯曲或转角特征区域需特别进行圆角半径及翻边长度的评估,分析折边风险及可行的工艺条件,并输入给产品设计。
2.滚边制造工艺
在滚边调试过程中,需要实际折边状态修正程序来改变滚轮的运动轨迹,并调整滚轮的姿态,使翻边过渡光滑。在调试过程中根据折边质量调整滚边压力和滚边速度,在确保折边质量的同时考虑零件的制造时间和成本。
3.压机折边制造工艺
针对采用多个预推刀处理零件弯曲特征或转角特征折边时,各个预推机构在施压过程中需要确保时序一致,同时确保冲压外板来料的表面质量。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖