Plant Simulation软件在总装车间的应用
过去汽车企业总装车间的布局都是基于工程师的经验来进行规划分析,工程师的水平差异造就了每个工厂布局的差异。这种情况导致的结果就是生产线在前期规划中无法很好地验证其具体达产情况,在后期实际生产中如果发现问题就要付出高昂的代价去进行改造,不仅浪费金钱更严重制约了企业的生产。
近年来,随着数字化仿真软件技术逐渐趋于成熟,使用软件来保证汽车总装规划工作的合理性成为可能。在前期规划过程中使用软件可以快速完成建模工作,并在此模型的基础上调整不同参数得出最佳的生产布局方案。这样既能够保证规划方案达到最优,同时又缩短了制造周期并节约了制造成本。本文针对Plant Simulation软件在汽车厂总装车间的使用情况进行了简要介绍。
Plant Simulation软件
Plant Simulation软件是Siemens PLM旗下的一款工厂仿真软件,最新版本是13.0,它的应用范围十分广泛。在此,我们只针对Plant Simulation软件在汽车厂总装车间的应用进行介绍,具体如下:
1. 使用Plant Simulation软件能够对总装车间生产线及线边物流的规划进行仿真分析。
2. 利用软件自带资源实现模型的搭建,模拟实际生产情况,生产线仿真分析输出结果中包含总装车间各条线体的滑板、吊具、滑撬和托盘等数量,同时对缓存区域的大小进行模拟分析,最终得出此模型下的总装车间设备开动率及JPH。
3. 线边物流的仿真一般会滞后于生产线的仿真工作,主要对各线体对应物流区域面积的大小、布局合理性、拉动物料需求的方式、线旁物流的配送方式及物流通道拥堵性等方面进行可行性分析验证,以期最终能够满足总装车间的达产目标。
4. 仿真模型建立完成之后可以通过输入不同的数据得出不同的结论,用以找出最优方案。
5. 在工厂投产之后涉及产能提升、新车型投产等问题都可以再次运用此模型进行模拟,只需将参数值进行相应改变即可,大大缩短了制造周期,节约了制造成本。
总装车间的应用
1.软件建模前的准备
在明确Plant Simulation软件的使用目的后,接下来将针对生产线仿真工作的前期准备内容进行介绍。
总装车间主要由PBS线、内饰线、底盘线、最终线、车门分装线、仪表板分装线、发动机分装线、前桥分装线、前悬总成分装线、后桥分装线、前端模块分装线、轮胎分装线、座椅分装线、前保分装线和后保分装线等线体构成。通常,采用不同的制造策略,线体的设计也就会不同。而在使用软件仿真建模过程中,我们只需按照工厂的实际结构形式进行搭建即可。
在仿真工作开始前需要准备如下内容:
(1)JPH、节拍、设备开动率以及工作时间的确定。
(2)绘制总装车间布局图。
在确定工厂制造策略之后,要利用Autocad软件完成产线的整体布局规划,线体长度及车辆走向都要明确标识出,包含但不限于各线体之间缓存区域的设置、合装工位、拆装门工位、仪表板上件工位、前保和后保上件工位、座椅及轮胎上件工位等。
(3)线体因设备原因导致停线时间的统计。
搜集总装相关基地在实际生产中的停线情况,如果没有相关参数的积累可以在软件中进行不同MTTR(平均故障维修时间)值的设定,比如单线的MTTR可以设置成不同的数值,但在实际生产中只有当数值不大于设置的停线时间时才能保证生产线的实际产能和模型计算出的数值相符。
(4)各线体的工位节距、输送速度。
节距方面需搜集内饰线及最终线的滑板尺寸,PBS线、底盘线、车门线和仪表板总成输送线需搜集吊具尺寸,前悬总成分装线、座椅线和前后保线搜集托盘尺寸及单个托盘存放零件的数量。根据制造策略的不同有些总装车间还涉及整体合装,而这需要统计合装大平板的尺寸。总之,根据不同的制造策略进行不同参数的搜集,只有这样才能使仿真结论更加准确更有说服力。
输送速度方面主要涉及以下内容:线体速度、空中输送速度(包含直线速度和转弯速度)以及转挂设备速度等。
2.软件建模及报告输出
仿真模型搭建所需参数全部收集完成之后,开始仿真模型的建立工作。建模的整体流程为:
(1) 使用软件中自带的对象搭建模型框架。
(2) 按照实际的工作状况编写仿真逻辑(如拆装门工位、底盘合装等)。
(3) 将之前收集的数据信息计算处理后输入模型(如升降机的节拍设定)。
(4) 调试模型,消除程序和数据上的问题。
在实际建模中,推荐使用模块化的方式进行建模(以内饰线为例,如图1所示),在单独的生产线体中也可以创建小的功能模块以适应不同的功能组件如转接工位、升降机等,然后将所有线体集成在一个总的模块下(见图2),形成总装车间的整体布局。
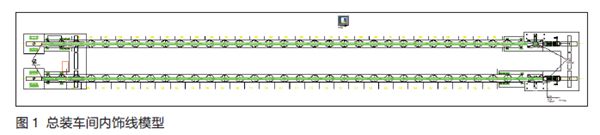
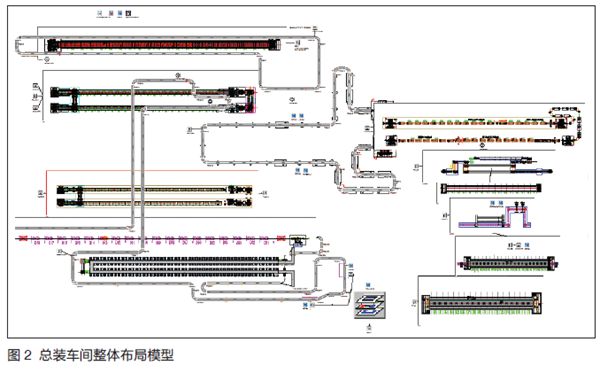
模块化建模的优势为:可以单独运行单线体模型(见图1)实验,得出在单线体单独运行时所需的器具数量; 单线体模块可以组成不同的整体实验模块(如整个总装车间),满足实验需求;建好的模块可以重复使用,使建模更加快捷、方便和高效。
建模需要根据不同的生产特点使用不同的建模策略,例如在总装车间线体建模时采用的是轨道的方式而不是工位的方式,包括设备开动率及MTTR都是设置在轨道上。模型需要完全按照生产的实际情况来创建,包括采用何种停线、输送策略等因素都要在前期的准备阶段确定下来,当所有的建模工作完成之后进行线体联动并输出仿真报告。
结语
在寻求小批量、多品种的生产过程中,在工业生产逐步升级并高速发展的进程中,用好仿真软件可以帮助我们规避掉许多问题,缩短制造时间,降低制造成本。如何能让中国汽车企业在发展的潮流中有着举足轻重的地位,我认为这是每个汽车人都应该去思考并为之去努力。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖