一种降低缸体端面铣削负载的工艺改进与应用
缸体是连接气缸盖和曲轴箱的关键组件,它不仅是内燃机各机构、系统的装配基体,其本身的许多部位又是曲轴连杆机构、配气机构、供给系统、冷却系统和润滑系统的组成部分。缸体上各孔、各面及相互之间均有较高的尺寸、形状和位置公差要求,其加工难度很大。
对于缸体各个端面的加工一般使用通用工艺设备,加工工艺过程可分为粗加工、半精加工和精加工几个阶段。整个工艺过程的关键环节是各加工阶段工艺基准的选择、关键部位的加工和重要尺寸的计算。粗加工切削余量较大,批量制造时更注重加工效率,保证精加工一定的余量,保证平面度与距离尺寸要求等。
缸体各端面粗加工质量和效率的保证是生产线稳定高效输出的基础,本文从降低缸体端面粗加工铣削负载出发,寻找缸体各端面铣削负载大、加工效率低和设备故障率高的工艺原因,分析出适用于柔性生产线上大批量制造发动机缸体各端面铣削的工艺优化策略,提升粗加工铣削效率,保证生产线上合格产品的大批量输出。
加工现状描述
1.工艺要求
对于缸体各端面的加工,现有生产线上采用德国进口的全自动卧式数控加工中心,与其他专机方案相比,具有加工成本低、效率高和易维护等优势。
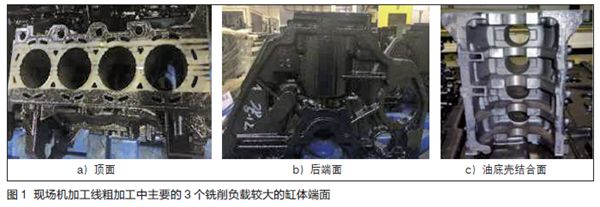
现有加工工艺分为两步,第一步在粗加工单元粗铣,第二步在精加工单元进行精铣。精加工刀具主要分为半精刀片和修光刃,保证端面铣削尺寸合格的同时,保证端面平面度的密封等要求。由于精铣余量分配少、主轴负载低且加工稳定性好,不存在加工效率低的问题,故在此对精铣加工不做详述。图1所示为现场机加工线粗加工中主要的3个铣削负载较大的缸体端面。
2.生产现状
在现有大批量柔性生产线上,本工厂主要利用暗灯系统生成相应数据,然后由工程师分析数据来采取相应的控制和预防措施。
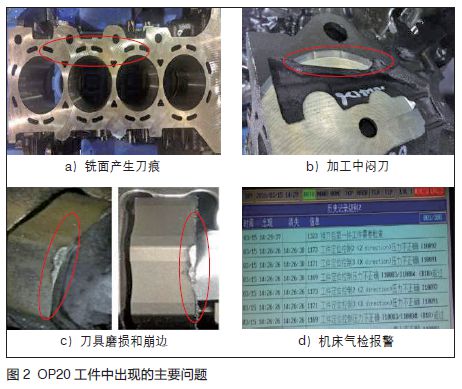
由于上述粗铣负载大的工艺主要集中在某工位。以OP20为例,该工艺出现的主要问题有:被加工面刀痕(振纹)严重,刀具加工中频繁闷刀、崩边,出现主轴故障或气检报警等,如图2所示。这些问题直接导致设备停机时间长,设备开动率低,生产效率达不到要求。
问题分析
1.分析数据
对于粗加工效率低的问题,现场的直接影响表现为设备停机时间长。为了找到问题根源,需掌握现场真实测量数据,然后对数据进行归类分析,找到问题症结所在。缸体生产线OP20工位的停机时间统计如图3所示。统计结果表明,2014年1~4月平均每月停线2 895 min,而且居高不下,对设备的输出影响严重,急需解决。

对调查的数据进行进一步的分析,对OP20设备停机时间长的主要因素进行分类统计,主要有:
(1)主轴故障,包括更换主轴、主轴穿行错误和主轴温度高等。
(2)加工中闷车和振纹故障,包括粗铣顶面和粗镗缸孔闷车、振纹。
(3)清理夹具铁屑,减少定位气检误报警。
(4)其他不明因素设备故障。
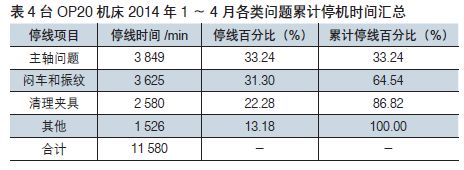
生产线上4台OP20机床2014年1~4月各类问题的累计停机时间汇总如表1所示。
经过统计分析得出,OP20设备开动率低的主要症结为以下三类问题:主轴问题;闷车和振纹;夹具铁屑清理。
2.原因分析
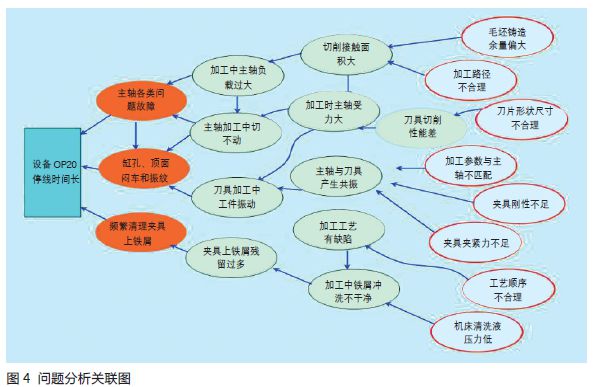
图4所示为问题原因分析关联图。针对问题的三大症结,分析所有可能的潜在相关原因。此处采用关联图法是考虑到机床的实际加工年龄影响,排除了环境等外因的干扰,结合现场各部门资深员工的分析,得出如下8个末端因素:毛坯铸造余量偏大;加工路径不合理;刀片形状尺寸不合理;加工参数与主轴不匹配;夹具刚性不足;夹具夹紧力不足;工艺顺序不合理;机床清洗液压力低。
3.要因确认
在确认问题要因时均采用数据收集和前后对比等直观的方法来判断。毛坯铸造余量方面,随机连续抽取现场上线毛坯加工余量测量是否超差;加工路径不合理方面,通过更改不同的加工路径对比前后效果验证;刀片形状尺寸不合理方面,通过更改刀片刀尖圆角大小改变刀片受力对比验证;加工参数与主轴不匹配方面,通过验证不同的加工进给和主轴转速的匹配验证,进行数据判断;夹具刚性不足方面,利用有限元分析法和Ansys软件进行分析,新夹具已进行过优化,此文暂时忽略;夹具夹紧力直接通过现场实际测量确认结果;工艺顺序不合理方面,通过更改不同的工艺顺序验证对比前后效果验证;机床清洗液压力低方面测量机床实际压力即可。经过长期的生产数据对比,最终找到工艺方面的要因,即刀具加工路径不合理。其他非要因确认过程不在此进行赘述。
工艺优化
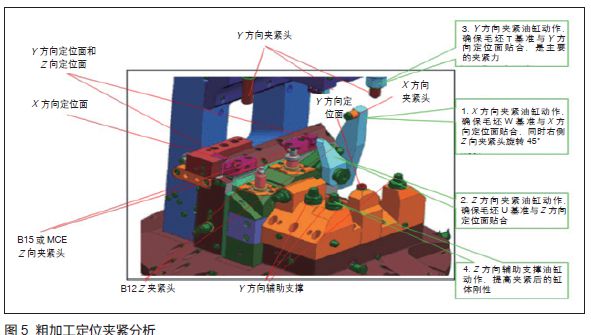
1.工装定位方式剖析
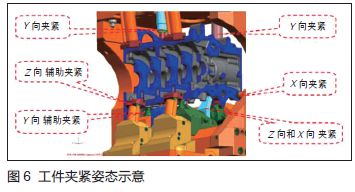
粗加工工装夹具细节分析如图5所示。由于工件采用毛坯基准DEF定位,在机床X/Y/Z三个方向存在6个定位面来分别限制工件的6个自由度,每个定位面存在气检孔,通过气检孔与工件贴合时的气体泄漏量来判断工件是否定位完全。此种定位方式较为复杂,在工件受力较大或振动较大的情况下,工件加工的可靠性和稳定性会存在一定的影响。工件夹紧后的姿态如图6所示。
2.刀具加工路径优化
针对前文分析的影响缸体粗加工生产效率的三个面工艺进行分析,刀具在加工后端面(#299)、顶面(#399)和油底壳结合面(#499)时的受力均存在一定问题,导致刀具加工负载大时,主轴由于负载过大或设备报气检报警停止加工,从而产生闷刀现象。其中后端面和底面的加工受力由于背离气检,不利于加工中的气检建立,导致刀具加工频繁停止,从而影响刀具寿命和设备开动率等。
图7、图8所示分别为缸体后端面(#299)和底面(#499)的加工路径优化方案,主要原理为保证刀具加工中工件所受主切削力的方向均指向定位面,有利于气检建立,不产生设备报警,从而提升刀具加工寿命和效率。
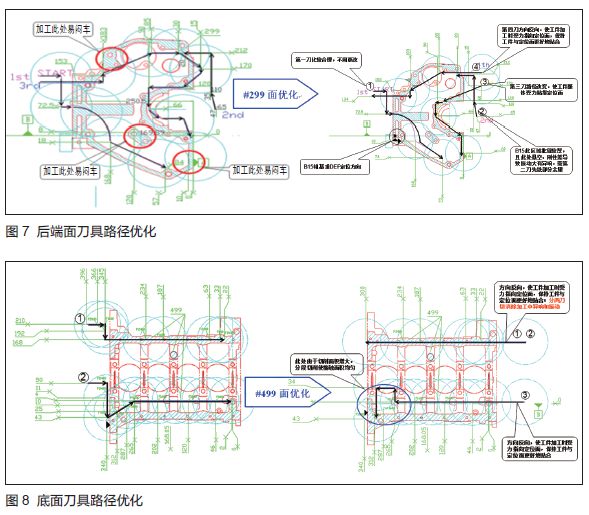
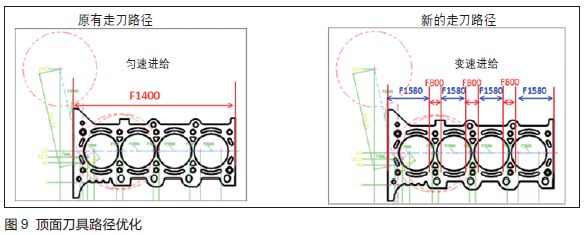
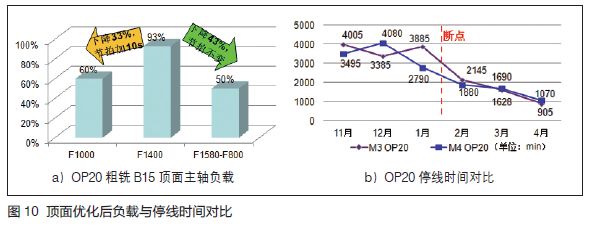
图9所示为顶面刀具路径与参数优化,顶面由于缸孔部分无实体,如刀具匀速加工将导致刀具切削实体时主轴负载和刀具振动变化频繁,容易导致受力不均匀,工件产生振动或刀痕。此文提出对顶面工艺进行优化改进,将顶面匀速加工改成变速切削,到刀具接触面大时适当降低进给,刀具接触面积小时适当提升进给,综合保证加工节拍和效率,同时保证刀具的每齿进给量的稳定。经过本厂批量验证跟踪,上述刀具路径优化对主轴负载和刀具的加工效率起到了很大的作用。生产线优化顶面后的实际效果对比如图10所示,效果显著。
效果跟踪
粗加工优化刀具加工路径后,针对优化部分,主轴负载有了明显的降低。显然,主轴负载的降低对于粗加工主轴切削的耐久性寿命有着直接影响。
各个端面路径优化的有效措施在2014年5月份以后逐步开展并完成。小组在各项措施实施后,对措施实施效果及巩固期效果进行统计发现,措施实施后OP20设备停线时间大幅度降低。
从设备产量和开动率的角度来看,从6月份开始,缸体粗加工的产量和设备开动率逐步提高。6月份以后粗加工OP20设备的开动率稳定在90%以上,达到通用体系下批量制造阶段的加工效率要求。
结语
本文针对发动机缸体生产线粗加工粗铣端面主轴负载大和加工效率低的问题展开研究,提供了一种清晰的解决思路。对于设备本身制造的能力未考虑在内,如机床导轨磨损、伺服反馈精度等的影响都不可忽略,此文并未展开阐述。这里仅从工艺方面进行部分优化和改进,达到一种较为理想的效果,可行性高、实施成本低且效果显著。对于发动机机加工线制造过程中其他复杂的问题解决具有一定的指导意义。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖