发动机试漏工艺开发
发动机试漏工艺开发过程一般分为:产品工艺性评估、工艺路线设计、工艺方案设计、工艺验证、工艺定额的设计及工艺维护几个步骤。本文介绍了发动机试漏工艺开发过程和相应的规范要求,对试漏工艺设计、工艺开发和工艺维护过程具有一定的指导意义。
产品工艺性评估
空气本质上没有表面张力,这个特点使它比液体更容易通过小的漏点。然而,空气可以通过的泄漏,对液体而言并不一定会泄漏,这就是为什么以空气作为介质进行试漏的时候要定义一个最大允许空气泄漏量的原因。
1.试漏原理的选择
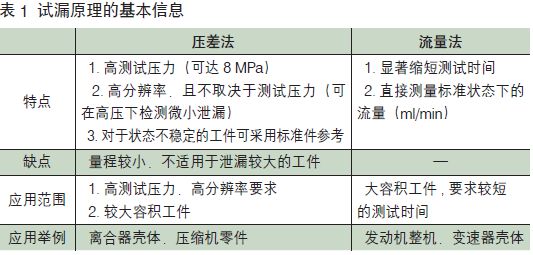
目前常用试漏仪的工作原理可分为压差法和流量法两大类。流量法是通过安装在层流管两端的压差传感器来测量层流管中的流量。压差法是先对标准件和测试件充入一定压力的气体,稳定后测量两工件间的压力差。其试漏原理的基本信息如表1所示。
2. 产品要求的可行性和过程特殊要求
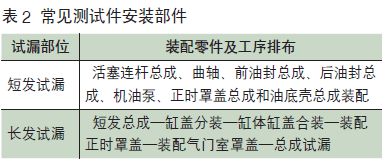
对于发动机来说,其内部结构可以分为三类,即润滑系统、冷却系统和进排气系统。在进行试漏开发前,我们必须熟悉自己所进行试漏的产品特性。常见测试件安装部件如表2所示。
工艺路线设计
1. 封堵位置布置
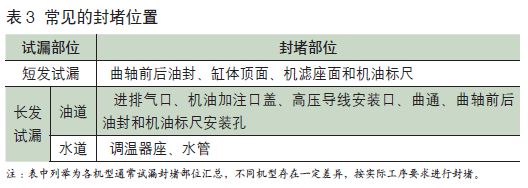
设计试漏工艺路线时,需要根据试漏部位工艺要求、工件前后装配工序的内容来安排试漏工序的布置。通常,短发试漏在装配油底壳后进行油道试漏;在和装缸盖总成后,装配完气门室罩盖,再进行总成油道、水道测试。常见的封堵位置可参考表3所示。
需要特殊说明的是,油道试漏过程中,采用PTFE结构油封,在静态下不具备密封气体特性,所以在发动机总成油道试漏中,需对油封进行密封。油道试漏中,活塞环在静态下对气体的密封效果有限,所以在油道充气时,同时也要在进排气道部位进行充气,防止油道气体窜入燃烧室,造成试漏不平衡。
2. 充气口选择
对于发动机总成这种型腔复杂的被测件来说,在试漏夹具空间布置允许的情况下,尽可能地选择多的充气点。同时,为了防止充气过程中管路的变形,要求充气管采用压力膨胀少的硬质尼龙管,管接头采用外套嵌入式接头,应尽量固定配管,不建议用铜管、钢管做配管以及快插式接头。
3. 典型案例
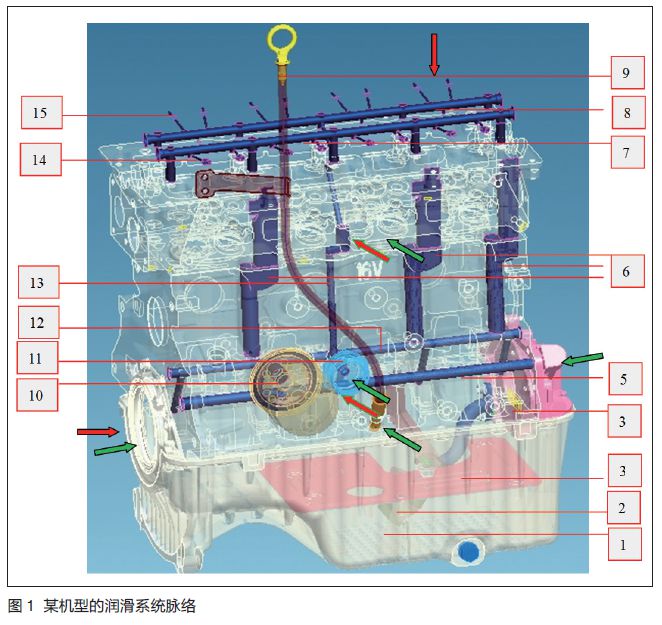
图1所示为某机型的润滑系统脉络图,绿色箭头表示封堵位置(加油口盖,进排气面,凸轮轴油封、曲轴前油封和曲轴后油封,机油压力开关,机油标尺安装孔),红色箭头表示充气点(加油口盖、进排气面、曲轴后油封和机油压力开关)。根据机型结构设计发动机油道总成试漏工艺。依据上述要求,对进、排气道进行充气;考虑PTFE材质静态下不具备密封气体效果,故对油封进行封堵,同时为了节省平衡时间,增加后油封面充气口;第一充气口选取气门室罩盖加油口盖,由于机油泵内腔复杂,可以在机油压力开关处增加一个充气口;其余封堵根据产品结构确认,如机油标尺安装孔。
工艺方案设计
工艺方案的设计应重点从以下几个方面考虑:试漏设备、试漏方法和试漏规范。无论选择什么样的工艺方案都应以能满足试漏灵敏度、检测能力、可操作性、便利性和安全性为目的,并最终实现试漏功能的基本条件开展。
1.试漏设备的选择
在试漏设备的选择中,试漏检测夹具的设计最为重要,其设计要点如下:
(1)密封材 密封夹具必须保证夹紧后不可因密封材微动引起的容积变化而产生内压的变化;夹具松开时,密封材不可脱落。
(2)封堵块要求 表4所示为常见封堵要求,实际要求可根据工作条件参考。
(3)试漏设备 需配备照明光源,以便于漏点的查找。
(4)试漏设备设计 应尽量留有可视空间,便于漏点的查找及封堵更换。
(5)试漏仪 要单独接一路气源,并增加空气干燥器。
2. 试漏规范的制定
(1)气密性测试的主要参数要对工件的容积进行测试,试漏机制造厂家需结合用户生产线生产节拍的要求和工件的实际工况要求,合理确定参数。测试压力一般与发动机在运转过程中各类介质的实际压力相当。另需要理解的是,测试压力并不是充气压力,故对于一些试漏仪来说,其具备先利用高压快充,再低压慢充的功能,即预充功能。
(2)测试节拍工件的泄露量测试一般包括4个阶段,即充气、平衡、测试和排气(可省略)。各阶段时间的设定首先保证被测物或夹具没有泄漏,其次要设定足够长的充气时间进行测试,之后慢慢缩短充气时间求得泄漏值稳定并接近于零时的最短充气、平衡时间。
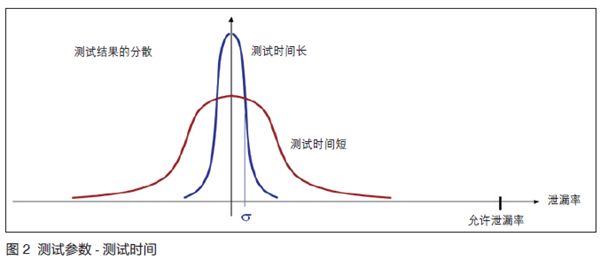
如图2所示,理论上测试节拍越长越有助于获得准确的测试精度,更好地消除工件内部结构特点产生的影响 (比如结构复杂、不易操作的被测腔) ,但这不适合于生产线的实际需要。试漏机的节拍应在保证测试精度的情况下,与生产线的整体节拍相匹配。
当然有些时间可以凭经验来判断,但是最佳方式是在确认好各参数后,用合适的工具进行校验。
(3)发动机各零件及总成的泄漏率标准应满足发动机运转时实际工况的要求,并且与工件的材料、结构和试漏机的技术状态密切相关。我们可以从试漏机制造厂家和试漏仪的供应商处获得某一工件的泄漏率标准,也可以参照同类产品的泄漏率。
(4)测试容积(压差式试漏原理)参数针对压差式试漏原理的试漏仪使用。其设置的大小直接影响测试结果的大小,而要获得准确的测试容积,可依据各试漏仪厂家提供的方法进行测量。
工艺验证
1.试漏参数的验证
试漏参数可以通过经验设置,但是最佳方式是在确认好各参数后,用合适的工具进行校验。这里的校验工具可以使用泄漏/流量校准仪(简称“校准仪”)进行校验。
试漏机封堵加紧后,需要将校准仪与测试工件进行连接,保证各封堵无泄漏,将校准仪调至压力测试功能,即可观察各时段测试件内部的压力变化。通过该方式可确认充气时间。
测试时间的设置可以根据试漏仪的特性选择,一般3~5 s即可。
对于平衡时间的确认,需考虑被测件的容积大小和型腔的复杂性,可在节拍允许的情况下,尽可能的最大化。对于总成油道试漏来说,平衡时间通常大于20 s。
各阶段时间确认完后,我们还要利用校准仪和可调漏孔对参数进行校验。方法如下:试漏机各封堵加紧后,将测试件与可调漏孔连接,然后漏孔连接在校准仪上。即保证测试件各部位密封不漏气,虚拟测试件产生一个泄漏条件。这时通过可调漏孔,设置不同的泄漏条件。由于可调漏孔与校准仪连接,故校准仪显示的数值为实际泄漏量。将校准仪的数值与试漏机的数值对比,可确认所设置的试漏参数是否合理。
图3所示为某机型的油道试漏参数校验数据。从中可以看出,试漏机的数据略高于校准仪显示的结果,但两者走势及各个阶段的差值保持不变,故可认为该试漏参数设置合理。
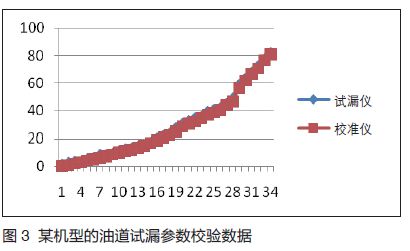
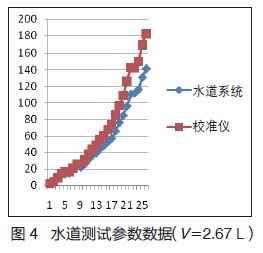
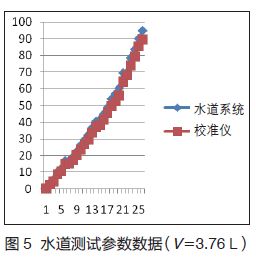
图4、图5所示为某机型的水道测试参数数据。从图4可以看出,试漏机的数据在前一段数据范围内与校准仪的数据基本重合,但到后期,试漏机的数据开始小于校准仪的数据,并逐步扩大。若以图4的试漏参数投入生产,可能造成误判(将不合格的工件判定合格)。从图5的数据可以看出试漏机的数据在整个阶段范围内与校准仪的数据略微偏大,整体趋势保持一致。
对比图4、图5,其各阶段设置时间一致,但设置的测试零件的容积不同。图4的显现即设置的测试零件的容积偏小造成的。综上所述,在试漏参数校验时,要求试漏机的数据略大于校准仪数据方为合理,这样不会出现误判的情况。
2. 质量验收
(1)重复检出率(MSA) 对于检测设备,应使用MSA的指标评价。
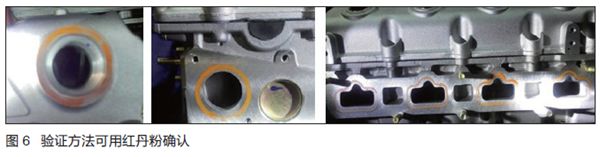
(2)密封线密封情况验收 对所有密封线密封情况进行确认。验证方法可用红丹粉确认,如图5所示。
(3) Cg测试验证 只有重复精度才能综合反映试漏机的测试稳定性。
重复性测试一般需要对同一个工件连续测50次,要求Cg≥2,并且要求两次测试之间至少需要间隔3 min,以充分排出工件和密封夹具里的残余空气,并将工件的温度降下来,减少对测试精度的影响。
工艺维护
1. 设备的标定
设备应定期标定一次,标定周期参考《计量要求管理办法》。
2. 标准件的使用
应用产品制作一个标准件,其主要作用是:用于验证试漏机的重复测试精度;同时每班用标准件对试漏机进行测试并记录,以掌握试漏机的工作状态;在进行试漏机维修或调整时,还可以用于验证试漏机的试漏效果。
3. 密封件的更换
密封件的好换直接影响试漏结果,所以需要对密封件进行专项点检,并定期更换。
4. 影响试漏结果的因素
(1)温度的影响
若选用带有恒温装置的高精度电容薄膜规且环境温度的变化不超过1 ℃时, 可以不考虑温度变化的影响。
(2) 体积变化的影响
根据试漏原理公式PV=nRT,当其余条件不变时,若体积变化则影响压力的变化,所以在夹具设计时,常考虑密封件的限位结构,防止试漏中体积的变化而影响结果。
5. 漏点的查找
常见的漏点表现为部件砂眼、密封结合面有贯穿性划痕、过盈类管接头配合密封不良等。当出现不合格时可用肥皂水或专业的试漏剂在线进行排查,对于查找不便的可在条件允许的情况下进行水试查找。
结语
目前,在发动机零件的制造过程中,广泛采用了泄漏试验,究竟采用何种试验方法,应根据实际情况,弄清各种关系,从而选择最佳的试验方法。本规程适用于发动机厂发动机总成、短发总成试漏工艺开发。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖