引入桁架机器人的制动盘自动线
在传统的制动盘机加工中,通常采用劳动强度大、产量与质量难以兼顾的人工进行上下料。在“智能制造”的大趋势下,我们将桁架机器人引入制动盘生产线中,成功打造出包含桁架机器人的制动盘自动线(见图1)。引入桁架机器人的制动盘自动线,避免了因单纯减少人工而导致劳动强度不断上升的恶性循环,通过对旧生产线的自动化改造,达到提升质量与降本增效的目的。

自动线的组成
该自动生产线(见图2)的组成包括1台吊装式桁架机器人、2台用于钻孔的加工中心、2台用于车削的数控车床、2台动平衡机与1台自动检测设备。
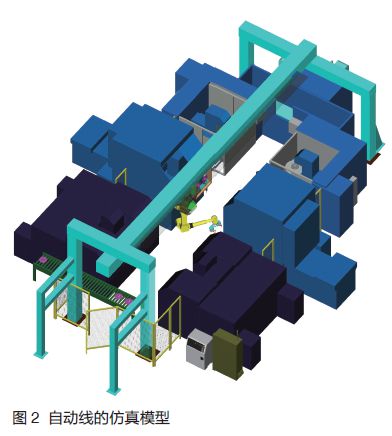
每条自动生产线,依靠桁架机器人来完成钻孔与精车工序的上下料以及动平衡工序的上料,以取代传统的人工上下料。自动线上的桁架机器人为中型搬运机器人,具有动作范围广和手腕负载量大的特点,可以选择多种安装方式。桁架机器人采用顶吊安装,以配合导轨最大程度地节省地面空间。
自动线的布局
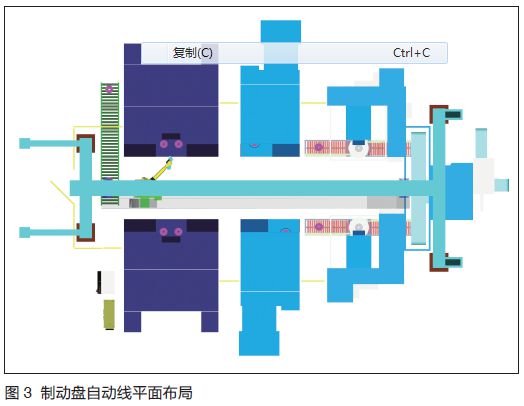
如图3所示,在自动线布局中,落地桁架位于生产线的中央,桁架机器人安装在落地桁架上。落地桁架左端布置有系统控制柜、机床远程控制柜、生产监控系统与上料动力料道,落地桁架上下方分别对称布置了加工中心、数控车床和动平衡机各1台,落地桁架最右端布置了1台自动检测设备。自动线外围布置了带急停功能的安全围栏。
随行托盘与搬运双手抓
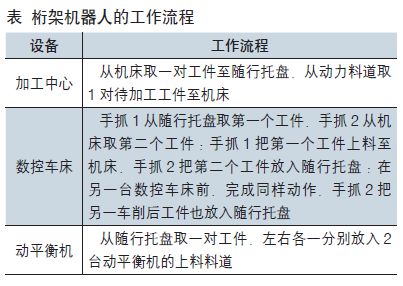
桁架机器人在动力料道、随行托盘、加工中心、数控车床和动平衡机之间动作,工作流程如表所示。
随行托盘(见图4)用于工件过渡时的临时放置,可存放4个工件。随行托盘在节省地面空间的同时,可有效提升生产系统的生产节拍,满足生产过程中多次翻转工件的需要。随行托盘与桁架机器人底座相连,可随桁架机器人一起在导轨上运动。工件放置至随行托盘时,气缸将夹持固定工件,以防止工件在导轨运动时发生位置偏移。工件放置在托盘之上,工件的正面与反面均可供桁架机器人抓取。
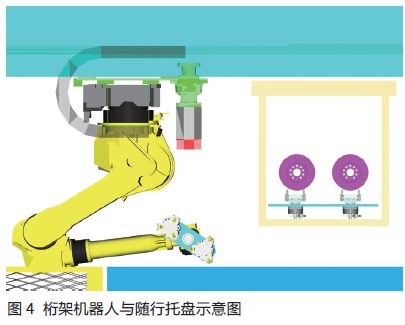
桁架机器人的搬运手抓采用气动双手抓结构,可同时抓取2个工件:正面取料时用三指结构夹爪抓取工件小外圆,反面取料时通过三指夹爪撑内圆抓取工件。另外,手抓前端的吹气装置,在加工过程中对夹具定位面的铁屑进行清理。并且,手抓的气动回路中安装有保护回路,在气压低于设定值时将自动报警。
自动线的监控系统和综合检测
自动线的监控系统通过1台工控机、1台交换机和若干工业以太网联线,控制配置数控系统的2台加工中心和2台数控车床,可对自动线上设备运行等状态进行监控,可根据需要修改机床的刀补数据。并且,在屏蔽有故障的机床后,自动线可继续运行。
综合检测仪的运用可以实现综合检测的自动化,例如安装面跳动、安装面平面度、制动面跳动和制动面周向厚度差等形位公差,以及安装面厚度、总高和相应盆深等一系列重要尺寸,综合检测仪均可一次自动完成检测。该自动测量仪的测量精度高,并可杜绝人为因素造成的测量误差。此外,自动测量仪附带的标识自动打印功能,为产品追溯起到了保障作用。
“一个流”优化物流
“一个流”的物流优化,在质量控制方面实现了产品追溯精准化,可确保同一个批次的产品在同一个班次生产。同时,“一个流”的生产方式,彻底杜绝了漏工序加工的现象,避免了相应的质量问题与顾客抱怨。更进一步,通过“一个流”的生产方式,减少了物流运输环节及其在制品区域的在制品数量,降低了人工的劳动强度,提高了生产效率。
结语
引入桁架机器人的制动盘自动线加工定位精度高、加工重复性好,杜绝了磕碰伤现象的发生,杜绝了人工装夹误差的产生。
引入桁架机器人的制动盘自动线,加上自动化的综合检测以及生产线物流的“一个流”优化,改善了生产线的设备运作与整线操作,保证了生产线产出合格工件的能力,提高了生产线的设备综合效率,达到了提高质量与降本增效的目标。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖