汽车模具结构面自动化加工应用
数控程序编制包含型面程序编制跟结构面程序编制,结构面程序又分数控操作员手动编制和编程员采用软件编制程序两种方式,手动编制程序存在影响加工效率以及存在危险性。为了提高数控加工效率,结构面尽量采取程序化。但是结构面程序在编制过程中往往比较繁琐,一个小小的疏忽都会造成严重后果,轻则刀具报废,重则撞机事故发生。所以结构面程序编制的安全性必须要考虑,在结构面自动化加工应用中,其他几个环节同样也需要引起相应重视:
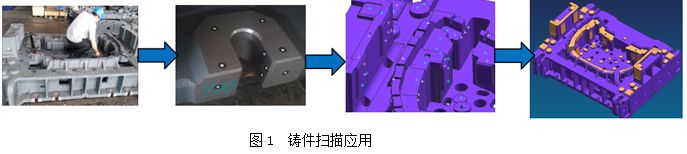
1铸件拍照 :
编程员在编制结构面程序时,完全采取理论图纸尺寸;而数控加工时,加工对象是铸件。我们都知道,铸件跟理论图纸不能完全一致:铸件通常比理论图纸非加工面有5mm以内的偏差,加工区域在10mm--15mm之内偏差(铸造厂商技术力量薄弱的或许偏差会更大),但在现实中,由于设变、铸造工艺缺陷造成变形等方面原因或许造成误差会更大,如果完全按照理论尺寸去编制程序往往会造成打刀或者撞机事故发生;即使没有这情况发生,也会有空刀现象。所以编制结构面程序前必须经过检测数据处理。
目前国内扫描技术公司很多,比如ATOS、海克斯康、敏捷汽车模具三维光学快速检测等。主要检测方式有白光扫描和铸件拍照,结构面数据检测主要采取铸件拍照方式。拍照人员根据检测以及底面为基准进行贴点拍照,然后把数据采取IGES格式导入编程软件内,根据点进行拉体建模,确保与实际毛胚量一致。(见图1)
2结构面编程大体思路 :
2.1 结构面编程、加工遵循从外到向,从上到下的原则,充分考虑干涉问题,必要时增加去干涉程序;考虑到加工效率以及质量,所有加工刀具优先选用短刀;
2.2 挡墙与安装面加工顺序:工艺角 à 粗加工挡墙à粗加工安装面à半精挡墙(清角)à精安装面à精挡墙;
2.3 镶块安装面选刀顺序:¢160、100、80、63,尽可能优先使用大刀;
2.4 加工镶块安装面的时候,面铣刀要杜绝直接在面上进刀,实现外部进刀,若实在无法避免则采取斜向进刀,并且进刀速度放慢;
2.5 精加工挡墙用顺铣运行两次;
2.6加工型腔较深时,安全高度不能太高,否则加工中会出现超程现象;
2.7程序编排次序,尽量相同的刀具一起加工,避免频繁换刀,注意充分考虑干涉问题;
2.8程序下发前必须自检、互检、审核。
上面提到结构面编程比较繁琐,如何把繁琐的事情做简单化呢?Tebis编程软件可以把这些基础编程步骤单独集成于NCSET,特征库跟NCSET相关联,在编制结构面程序时直接选用扫描出的实际特征,直接产生程序。Tebis模块化的编程减少了大量的重复性工作,降低了编程错误风险以及编程员的疲劳强度,提高了编程效率!
3结构面相关刀具建立 :
根据模具结构复杂程度以及数控机床刀库的硬件设施限制,暂定20把刀具用来自动化加工,坚持原则刀具种类尽量多,且刀具长度相差不要太大,刀长在机床刀库范围内。
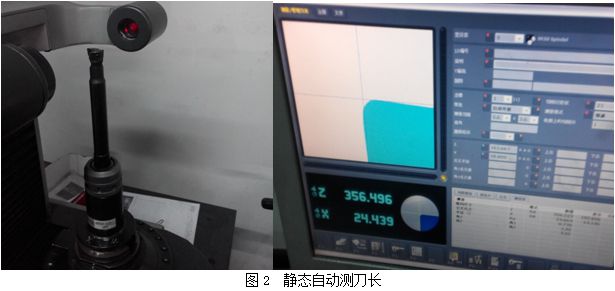
20把刀具均要采取红外线对刀仪静态测量刀具长度,记录数据,分别把测量数据传递给编程以及刀具库,此时针对同一把刀具编程以及刀具库给刀具定义同一刀号以及相同名字(见图2)。
编程员建立编程刀具时(带刀号虚拟刀具),而切削三要素:转速、进给、吃刀量相应填写到虚拟刀具内(见图3):

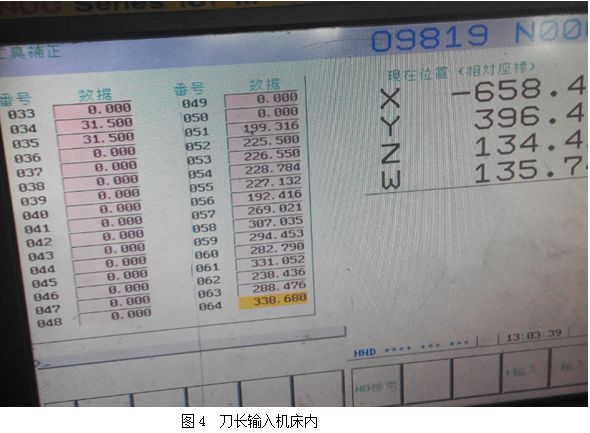
把测量刀长的数值输入机床内:从51-70号,51刀长为T01刀长,52对应刀长为T02刀长(见图4)……每次加工前刀具配送员把20把刀具测量校正刀具长度后,对应放入机床刀具库内,实际加工中根据刀号调用相对应的刀具。而在加工过程中,没有自动对刀指令,直接采取G43H_来实现长度补偿。
4结构面自动化加工 :
结构面自动化加工分两种情况:a)现场操作员自行连接进行自动化加工b)编程员连接好程序提供给现场,现场操作员直接运行程序进行结构面自动化加工
a)现场操作员自行连接进行结构面自动化加工(见图5)

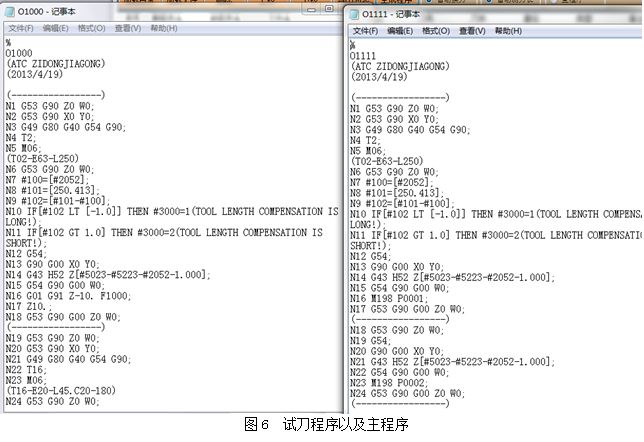
打开《机床程序自动连接工具》外挂,将需要的程序通过“加载目录”一键式全部加载进去,软件默认“自动换刀”与“自动测刀长”,“试刀程序”勾上,点击“生成程序”,进行保存O1000为试刀程序;“主程序”勾上,点击“生产程序”,保存O1111为主程序。数控操作员将试刀程序、主程序以及子程序调入机床运行,即可实现自动化加工。
其中试刀程序以及主程序根据代码实现自动调刀具、自动判断刀长、长度补偿,实际运行中若出现异常则会产生报警提示(见图6)。
b)编程员连接好程序提供给现场,现场操作员直接运行程序进行结构面自动化加工
Tebis软件编制汽车模具结构面程序实施自动化加工时,则不需要单独开发外挂,这是笔者认为其它编程软件无法比拟的优势;Tebis可根据程序,在后处理时把主程序以及试刀程序自动生产,现场加工直接调用程序即可实现结构面自动化加工(子程序采取……G65P8060……方式完成)。
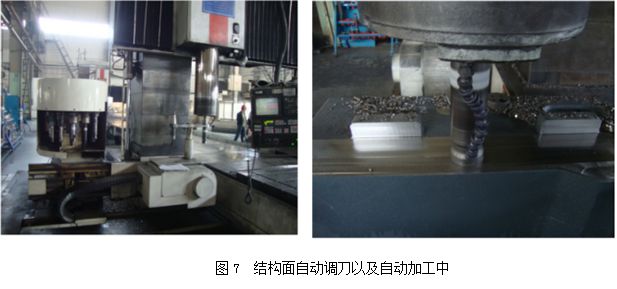
经过多次验证,结构面自动化加工技术完全可以应用在汽车模具加工生产中(见图7),综合各方面技术衡量,编程员提供连接程序将会成为结构面自动化加工的主流。为了超赶欧美模具加工技术水平,投入使用先进的编程软件,提升国内的编程技术力量刻不容缓。
5结论:
随着我国汽车行业的高速发展,模具行业也步入了高速发展期,汽车覆盖件模具结构面自动化加工技术是模具业发展的必经之路,我们应该紧抓行业发展的机遇,不断探索,缩短与先进国家结构面自动化加工水平差距,积极为“中国制造2025”战略规划,重点推进数字化制造、智能制造的布局而努力,共同提升我国模具制造业的技术水平。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖