如何选择更适合你更高效的整硬铣刀?你想要的选用要点全在这里了
整硬铣刀选用要点
在切削加工中,整硬铣刀(图1)是一种使用非常广泛的切削刀具。尤其在航空航天、汽车零部件、模具、医疗器械等精密零部件加工行业,整硬铣刀具有其他舍弃式刀具无法替代的作用。
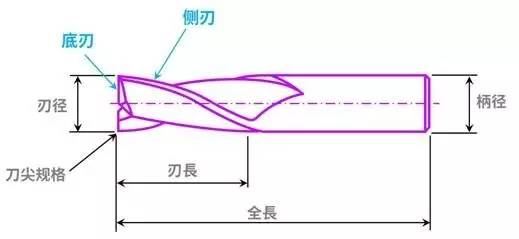
图1:整硬铣刀各部位名称
整硬铣刀品牌和种类较多,性能更是千差万别,如何选用更高效的刀具相信困扰着很多用户。想要选择适合自己工况并能发挥出超高性能的刀具,有必要了解整硬铣刀最基本的选用原则或要点。
1关于齿数
如下图2所示,齿数越多,芯厚越大,刚性越好,加工过程中刀具不易变形,加工中的让刀量小。但是,随着齿数增加,其容屑槽空间变小,不利于切屑顺畅排出,可能会发生夹屑,挤屑而引发的加工障碍。
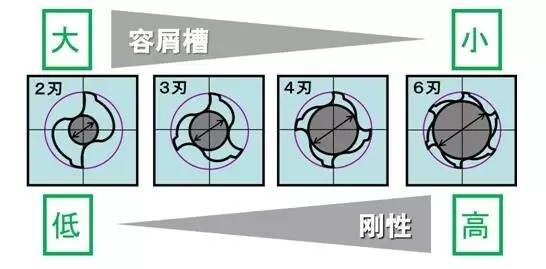
图2:整硬铣刀齿数与性能关系
要做到刚性和排屑性之间的平衡,发挥整硬铣刀最佳的切削性能,必须结合具体的工况去选择。概括来讲,粗加工或铣槽等加工场合,由于切屑排出量多,选用齿数相对少的刀具其容屑槽空间大,排屑顺畅,加工稳定性好。而对于余量小的精铣场合、悬伸比较大的场合或者侧壁大切深加工场合,选用齿数较多的刀具刚性好,在提升效率和加工精度方面比较有效。
2关于螺旋角
螺旋角β(图3)对整硬铣刀性能特征有一定的影响。相比较无螺旋角直刃的整硬铣刀而言,带螺旋角的螺旋刃铣刀使加工变的连续顺畅,加工稳定性更好,径向力更小,光洁度更好(图4)。
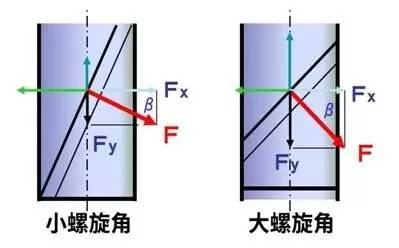
图3:螺旋角切刃受力图示
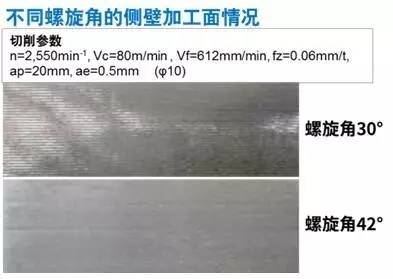
图4:螺旋角对壁面光洁度的影响
随着螺旋角增大:
1)径向分力会逐渐减小,适合高速加工。
2)切刃与工具接触距离长,单位切刃受力小,有利于提高寿命。
3)轴向分力会变大,对轴向的侧壁面会造成一定的变形。影响直角度。(图5)
4)随着轴向分力变大,刀具有从刀柄拔出的趋势,使用夹持力好的刀柄比较关键。
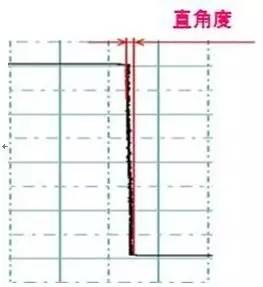
图5:螺旋角与侧壁精度
3关于前角
前角能影响刀具的尺寸和形状、刀具受到的压力、切削区域的温度和切削的角度、加工面的光洁度等。因此,合理的前角设计对刀具整体性能的发挥至关重要。
做为一种可更进一步提升整硬铣刀性能的方法,京瓷SGS独有的可变前角技术为抑制振刀提供了完美的解决方案。该项技术在2026年以前都受到专利保护。因此,京瓷SGS在可变翼( variable geometry )市场上享有完全的竞争优势。
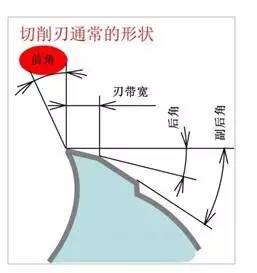
图6:切刃通常形状
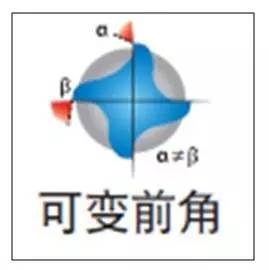
图7:SGS专利可变前角技术
影响整硬铣刀性能的要因
(1)是什么破坏了整硬铣刀的加工效果?
要探究整硬铣刀破坏要因,有必要首先了解一下什么是振动。所谓振动,指的是当平衡受到干扰时,物体或介质在与平衡位置交替相反的方向上的周期运动。
整硬铣刀使用时柄部固定,同时刀刃部分向前伸出(图8),这样的构造使其非常容易受到振动的影响,就像下图中的音叉(图9)。刀刃好比音叉的前半部,声波在槽与槽之间产生,互相碰撞、振动。
图8:夹持左端,刀具发生偏转和振动
图9:音叉工作原理
(2)什么是共振?
在物体做受迫振动的过程中,当驱动力的频率与物体的固有频率接近或相等时,造成振动的叠加,物体的振幅易增大,从而产生共振。(如图10)
图10:共振产生图示
传统的典型4刃立铣刀构造:
每个切刃,刀槽都是一样的
每个刀槽内,任何角度都一致
切削时,每个刀刃的切削速度恒定不变
这样的特性很容易诱发共振。
在切削中,快速频繁的振动,称之为振刀(Chatter)。振刀会引起振动波,进而导致一种最具破坏性的刀刃磨损。这种磨损形式会导致刀具提前报废,并发生崩刃。(图11)
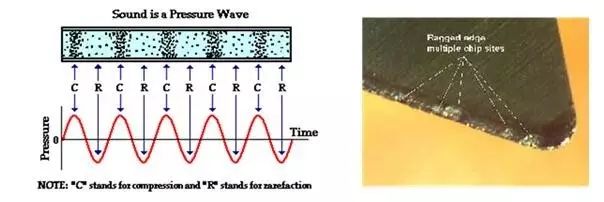
图11:振刀时对刀具的损伤
整硬铣刀技术革新
先进的技术是第一生产力。在整硬铣刀行业,京瓷SGS是第一家提出通过可变齿间距和可变螺旋角设计来达到有效抑制加工中有害振动波,从而实现高效率、长寿命、高稳定性加工。
京瓷SGS最新的可变前角翼(variable rake geometry)技术,将整硬铣刀的性能发挥到了一个新的高度。这几项组合技术直到2026年都受到专利保护。因此,这项专利技术使得只有京瓷SGS才能提供最完整的抑制振动的解决方案。
其中Z-CARB AP是世界上第一款拥有三种技术(可变齿间距、可变螺旋角、可变前角)的高性能铣刀,切削加工时,可非常有效的抑制共振的发生,并且可将切削加工的有害波降低到最小,从而实现高效率稳定的加工。(如图12)尤其在难加工材料加工时,可将加工效率提升到极致。
图12:从3个方面抑制切削声音和压力
Z-CARB AP加工实例
零件材料:钛合金(Ti-6Al-4V)
所用刀具:Z-CARB AP Φ12.7mm(1/2”)
加工形态:铣槽加工
切削参数:N=1900min-1,F=480mm/min,ap×ae=25.4mm×12.7mm
切屑排出量:155cc/min












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖