浅析机器人自动涂胶系统断胶问题
汽车风窗玻璃、 天窗玻璃体积大, 人工打胶无法保证胶形及轨迹, 机器人涂胶可保证涂胶效率及胶形质量, 是当前整车厂普遍采用的玻璃涂胶方式。机器人涂胶出现胶枪断胶问题后, 玻璃胶水未涂满,轨迹中存在断层, 会造成整车漏雨。 本文主要针对玻璃自动涂胶机胶枪断胶问题进行分析。
玻璃机器人自动涂胶系统组成
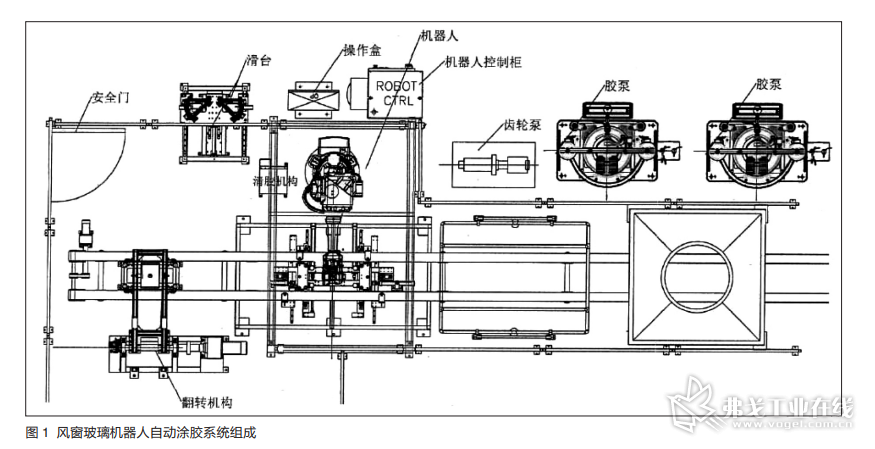
以风窗玻璃机器人自动涂胶系统为例, 风窗玻璃机器人自动涂胶系统主要由一台涂胶机器人系统、 一套供胶系统、 一套前 / 后风窗玻璃对中装置、一套侧窗玻璃对中装置及滑台、三套旋转升降装置、一套翻转装置、 一套线形自动传送装置、 两套手动涂胶台、 一套控制系统及其他周边附属设备构成,如图1所示。
供胶系统组成
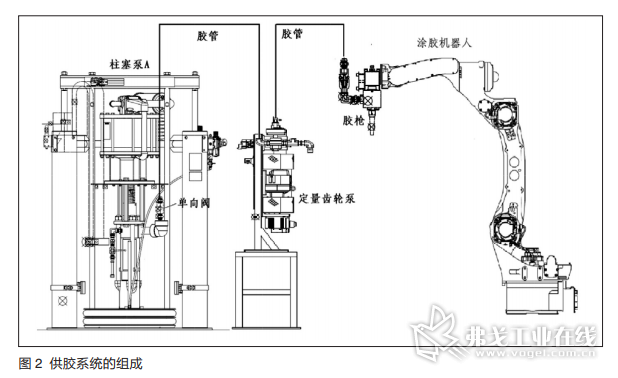
供胶系统包括供胶柱塞泵、 定量齿轮泵、 温控系统、 胶枪和胶管等结构。 由气动马达提供供胶动力, 能够实现双泵的自动切换。 通过精密的定量控制保证出胶压力, 分段的温控系统保证泵、 压盘、胶枪和胶管的温度, 确保涂胶质量。 供胶系统的组成如图 2 所示。
1. 柱塞泵
输送泵是专门用于输送高黏度材料的泵, 输送泵常选用气动柱塞泵。 一般使用 Chop-Check特殊流道设计和超高分子聚乙烯喉部密封件。 桶内压盘采用气动提升和加压下行方式。 高压比的Chop-Check 柱塞泵特别适用于高黏度、 高流量的输送要求, 流动阻力小并在输送过程中不会出现断料和空抽现象。
2. 精密定量齿轮泵
精密定量齿轮泵采用伺服电动机驱动, 泵的计量精度为± 1%, 流量为 3 L/min, 转速连续可调; 齿轮泵的伺服电动机和减速器之间配有快速响应离合器 , 在不涂胶时离合器断开 , 工作时离合器连接; 齿轮泵可预设固定输出流量 , 或使输出流量与机器人绝对速度协调 , 以保证在不同的涂胶速度下胶形得以控制; 保证涂胶过程中不出现涂胶曲线不规范、 断胶等现象。
3. 供胶管路
主要设备之间由高压供胶软管连接。 软管内层为 TEFLON 材料, 以防止空气中的湿气渗透到软管内部造成材料固化。 软管外层为不锈钢编丝并带有保温加热层。 软管两头采用活接形式, 拆装方便, 密封可靠; 供胶管路中的连接件均为高压管件; 自动枪阀为气动, 开关灵活, 响应快,没有余胶且具有旋转功能。
胶枪断胶问题分析
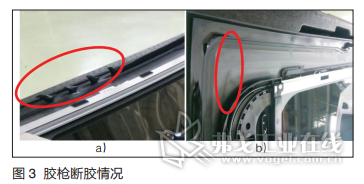
胶枪断胶主要分为两种情况: 一是间歇性出胶, 其表现为胶形不连贯, 胶形时断时续, 或某一段胶形明显高度不足, 如图3a 所示。 二是停止出胶, 即胶枪在涂胶过程中停止出胶, 此时机器人轨迹尚未运行完毕, 如图3b 所示。
第一种情况多为供胶压力不足, 或供胶系统内胶流通不畅造成; 第二种情况是供胶泵停止动作, 供胶系统停止供胶, 而此时机器人仍然在执行涂胶作业所致。 胶枪断胶的主要原因如下。
1. 胶流通不畅
( 1) 干胶
1) 供胶系统本身具有加热功能, 加热温度一般设定在 40~ 50℃, 为防止胶低温凝结,供胶系统的加热是不停的, 导致长时间不用胶泵打胶, 胶泵的胶会被烤干, 形成干胶。
2) 胶桶本身含有干胶。
3) 定量齿轮泵内产生干胶。
( 2) 设备磨损
1) 柱塞泵下缸体长期使用后, 密封圈等部位磨损变形。
2) 柱塞泵的底部压盘密封圈破损。
3) 胶管单向阀太脏或损坏。
4) 定量齿轮泵磨损, 齿轮啮合不严密, 产生碎屑。
2. 柱塞泵停止运行
1) 胶桶内留存空气多, 柱塞泵空打, 单位时间内出胶量不足, 防空打保护起作用, 柱塞泵停止运行。
2) 防空打保护异常作用,胶泵频次检测开关检测泵升降频次超高, 系统认为泵内有空气,泵停止运行。
断胶问题处理
1. 干胶
供胶系统中出现干胶, 需要采用人工排胶方式将干胶完全排出; 当干胶量过多, 人工排胶无法达到效果时, 需要拆解供胶系统各个部件, 对单独部件分别进行除胶清洗。
2. 泵空打处理方法主要为: ①重新排胶, 当确定排胶无气泡声为止;②柱塞泵底部压盘密封圈破损时, 需更换压盘密封圈; ③泵上冲程、 下冲程单向阀太脏或损坏时, 需要对单向阀清洗、 重装,必要时需要更换单向阀。
3. 保护异常作用
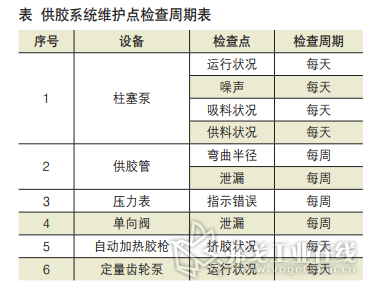
确认防空打保护所设频次检测保护值, 设定值无异常后, 观察频次保护开关在柱塞泵升降过程中响应情况。 频次保护开关正常起作用应为: 柱塞泵一个升降循环记为动作一次, 个别情况会出现上升、 下降分别动作一次,此时频次记录结果会比实际多出一倍, 导致设备误报警。为了使管路内的胶体能够保持长期的流动性, 建议在系统不使用或停产状态下每天将胶从旋转自动加热胶枪处挤出适量胶体至无干硬胶流出。 实际的时间间隔和排胶量, 用户应根据材料特性和实际使用状况在生产过程中积累经验数据, 如表所示。
结语
汽车是当前社会中一种十分重要的交通工具, 玻璃是汽车必不可少的一个重要部分, 且汽车的车速越来越高 , 对车窗玻璃安装安全性的要求也日益增加。 为了提高汽车的安全性, 保障人员的安全, 防止在高速行进中紧急制动或撞车时因车窗玻璃装配不牢而使乘客受到伤害, 国内外均采用了车窗玻璃( 主要是风窗玻璃和后窗玻璃) 直接粘接工艺,这种装配工艺使得车窗玻璃与车身结合成为一个整体, 大大加强了车体的刚性, 玻璃与车身结合力增加。 同时由于粘接剂直接密封, 提高了车窗的密封效果。 机器人自动涂胶正是此前提下发展起来的, 机器人涂胶系统具有生产节拍快、 工艺参数稳定、 产品的一致性好和生产柔性大等优点。在汽车玻璃安装涂胶的过程中, 如果由人工进行操作, 不但难以保证质量和效率, 还会对人体健康产生影响。 基于此, 将机器人应用在汽车风窗玻璃自动涂胶系统当中, 能够更好地适应不同的工作条件和工作环境, 取得更为良好的涂胶质量和涂胶效率。 本文针对断胶问题进行分析与处理, 为自动涂胶系统的发展提供了有效的建议与参考。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖