非接触式测量技术
在汽车制造过程中,有必要迅速识别、纠正装配和最终工序问题,从而避免制造中的瓶颈,而非接触式测量技术的应用使这些问题得以妥善解决。
在汽车制造中常会因零件的配合不当而造成许多意外延误,再加上产品品种多样和生产方法改变等诸多因素,因此有必要迅速识别、纠正装配和最终工序问题,从而避免制造中的瓶颈。正因如此,汽车制造中的检测和测量就会遇到如下挑战:快速测量方式(如果可行,还有自动化检测)、获得大量精确的有用数据及车间运输系统等。
非接触式测量技术可以帮助汽车制造企业妥善解决上述问题。激光和可视检测系统可在几分钟内提供有关形状、配合及轮廓数据。这些系统可代替测头系统或与之结合使用,同时,与速度需求相适应的CMM随之提高,相应的软件也已被开发出来。
问题的早期解决方案之一是检测时获取大量有用的测量数据。测头方式在离散测量中有一定的局限性,因为有时很难看到哪里出现了误差。解决的办法之一就是采用非接触式、激光表面扫描,可以将几百万个点定义为一个面。
不同系统的实时激光测头表面检测(RTLI)技术被主流的汽车制造商广为使用。RTLI系统主要由3部分组成:首先是激光扫描仪,它每秒可收集15000多个点,精度远低于100μm;其次,扫描仪通常与多轴便携式CMM(PCMM)相连,空间定位扫描点;然后把数据点传输给软件,利用PC与几何模型或CAD数据进行比较。现在的PC有足够的能力处理这些上百万个点。
RTLI技术的供应商还指出了在扫描过程中收集大量点的其他优势。点可以彩色显示,即工件表面状如“气象图”,据此可看出误差的位置和大小。利用这些图可进行趋势分析,例如在分析铸件上显示刀具磨损的区域。可进行“假设”分析,哪些公差是临界的,哪些是超差的,而且,RTLI在关键的首件检测方面正在代替传统的CMM。
Romer CimCore公司为RTLI系统提供了生产环境。该公司成功地将激光扫描应用于通用汽车公司SUV装配线,显示了RTLI的价值。通用公司遇到的问题是后窗玻璃(有些微弯曲)与中高停止信号灯之间的配合。利用激光扫描仪和Romer 3000i PCMM结合使用(见图1),表面各点被收集起来并送往Delcam公司的PowerInspect软件。该软件将数据转化为三角网格(如同STL数据文件)与CAD数据比较,显示两件结合面超过额定值的偏差。

类似的应用中,RTLI在测量连续表面方面很成功,而且特别对雕刻和翻边工件尤为有用。实践证明,检测的物体越大,RTLI的成本利用率越高。
但这并不意味着有了激光扫描就不需要测头检测。有些公司,如Leica Geosystems公司则可提供将两者进行整合的系统。Leica公司的激光跟踪仪与其T测头和T扫描产品共同测量板料、刀具或夹具(见图2)。Leica公司的计量分部区域汽车经理Joel Martin说:“T测头用于硬夹具接触测量,而T扫描用于大件的高密度扫描。”
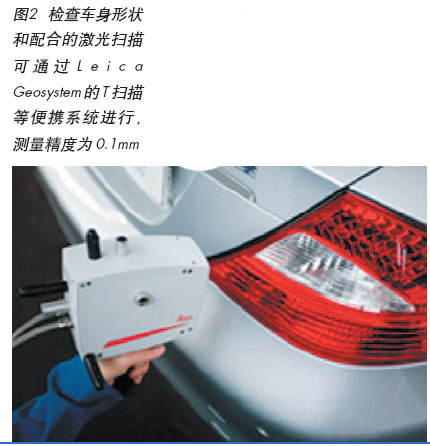
Leica公司估计,激光跟踪仪和T测头串行使用与仅使用前者相比,可节省50%的检测时间。这是因为T测头可不带CMM臂或导线操作,是一种“移动的CMM”,可在复杂工具和大夹具上测量难接近的孔、槽。“带T测头时,我们可建立单站测量工具或从测量站测量某区的多个工具。”Martin说道。
报告显示,在17m的测量空间内,测头精度为60μm。T扫描也能精确获取表面数据;戴-克公司和标致公司的研究表明,其测量结果仅比标准CMM测量偏离20μm。
联合系统把测量数据置于车辆的坐标系统中,可应用于板料检测。实际上,探测四向或两向定位孔并置于车辆坐标系中,方式跟CMM一样,但还能在一个系统内、一个软件中增加所有高清晰度扫描数据。
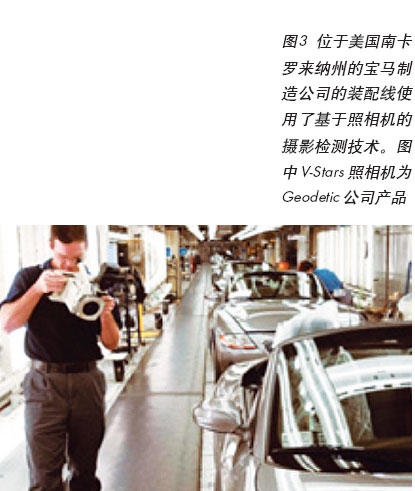
作为激光系统的替代方式,摄影测量收集瞄准线数据并转换成三维坐标测量系统。摄影测量在工件数字图象(至少两个位置上拍摄)的基础上,利用角测量计算某点的位置。这种方式在工业上很有用,因为环境中的震动、地面不稳或过热过冷会影响其他敏感测量装置的性能。
宝马汽车公司正将Geodetic公司的V-Stars系统用于装配车间(见图3)。该系统由便携数码相机、PC和图象处理软件组成。得到的三维数据可与物体的坐标系统校正或与CAD数据前期测量的数据比较。该系统在测量时能自校准3m的物体精度为25-50μm,可与PCMM相媲美。
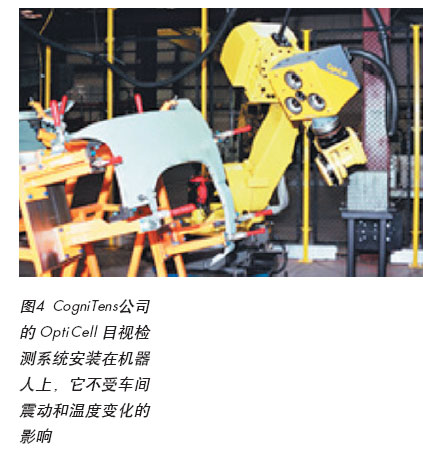
CogniTens公司还将一种目视方式用于OptiCell和Optigo-200系统中进行车间测量(见图4)。这两种系统技术都源自摄影测量。第一个系统用于自动重复测量,第二个用于便携现场测量并与CAD数据比较。
与所有测量工具一样,新技术的主要目的是减少总成本。在汽车制造业,这意味着提供方便、有用的尺寸数据,缩短汽车开发周期以及去除多余的硬件。例如,OptiCell取代了传统的检查夹具而节约了成本,这种夹具在汽车业用了几十年,是标准测量方式。
但不要期望为人熟知的CMM接触和硬测量很快消失。固定位置CMM和关节臂式PCMM都有其合理用途,都能与汽车业需求步调一致。
一方面,固定位置CMM的大小似乎仅受被测量工件尺寸限制。例如,Mitutoyo美国公司推出的车身测量系统,测量范围为6m×1.6m×2.4m。整辆汽车和轻型卡车车身可放在两个测量臂柱台之间的平台上。高速数控CMM可带各种测头:接触式、非接触式、激光式或目视式,测量速度为5mm/s。
同时,便携式CM还有些新用途。Magna汽车测试公司使用Faro技术公司的FaroArm PCMM,在样机下检查车内工效。通过内部表面数字化,再加上驾驶座上75.8kg的人体模型,工程师们可以计算瞄准线并确定车顶内衬、方向盘和控制的相对位置,以此在生产前找出人-机工程学问题。
MAT公司还利用PCMM解决车辆动力学问题。MAT的质量和检测小组领导Todd Hovey举例说:“某个车型的用户感觉到从转向杆上传出高频震动。”但制造商认为传动系中所有的零件都正常,只有PCMM找到了真正的原因。“我们将车辆抬起发动,把传动系的所有旋转件及其支撑数字化。”Todd Hovey先生说道。数据分析显示,在特定速度情况下确实有共振,通过转向杆反馈回来,其实该问题是可以纠正的。
系统供应商还提高了CMM速度,将相应软硬件升级。自Renishaw公司在2005年公布其5轴CMM Renscan5软件扫描速度为500mm/s后,系统还成功地进行了圆柱孔的形状测量扫描。带Renscan5动作控制软件和超高速REVO测量头的CMM与传统的CMM相比,扫描时间从90s降低到2.5s。
使用传统的CMM、标准扫描测头进行典型的螺旋扫描80mm圆柱孔时速度为10mm/s。CMM在三个轴向运动使测头与圆柱体保持接触,头部保持慢速以避免惯性误差。而使用中等Renscan DC软件进行同样扫描时,允许速度可达100mm/s或者周期为12s。
最后,装上REVO头扫描该圆柱面。REVO头有两个旋转轴运动:竖直和水平,使其可在较短时间内进行更多点的扫描。在演示中,仅当沿圆柱轴方向上速度恒定时CMM才以一个矢量运动。REVO头在一轴倾斜、在另一轴旋转,使测头扫过圆柱体内壁。据称,这种螺旋式扫描历时约2.5s。
五轴检测对诸如发动机组之类的大型复杂件而言成效显著。动态误差明显降低,因为大部分检测动作由测量头进行而不用较大质量的CMM臂。这种动作上的分配使CMM以更恒定的速度运动,减少了标准三轴扫描那种因重复加速/减速产生的惯性误差。
通常需要量规单个零件检测目前也利用了新测量方式。对于像车门之类的车身件,昂贵的环量规仅能提供少量的手动测量点。Perceptron公司将量规的功能转给一装在机器人上的传感器,可以用较短时间较少安装检测门的情况。该系统称为“柔性环量规”,还用于引擎罩、车厢盖及升降门等。
在每一个循环中,机器人上的激光扫描传感器沿零件边缘运动,检查形状公差和配合公差。值得一提的是,边缘问题可导致已装配车辆出现明显的间隙,基于此,Perceptron公司首先将该技术用于车门。由于传统的环量规很长时间一直用于测量车门,所以公司一直想用机器人系统模拟这些量规的功能。
经过试错法改进之后,该公司创建了一个具有许多成本优势的系统。没有硬件环量规,即意味着夹具的设计和投产时间缩短,测量能自动进行且可提高重复性。除了初始安装成本,更换新门的成本相对较少,初始安装成本大约相当于四个门的硬件量规成本。
除了车身板料,最新扫描仪和测头还可以测量发动机及传动系。例如,凸轮轴和曲轴通过多点接触和目视量规系统测量(系统由DPH(Detroit PrecisionHommel)公司提供),它集成了摄影装置测量形状和位置公差。
在生产环境中,DPH的Opticline非接触式和Gageline多点接触系统每小时可测量20个凸轮轴或曲轴,测量时使用者可在工件长度上选择测量点。系统利用数码影像投影仪将长度和圆度测量结合起来,可在一分钟之内检测多达150个不同特征。对于直径为270mm、长度在1500mm之内的工件,一次可测量轮廓、直径、长度、圆度、同心度、平面度、平行度、偏心度等等,测量精度为±1μm。
操作时,工件在夹具上固定,夹具头箱中带有旋转驱动装置和角度编码器。测量滑块由数码相机和光源组成,沿轴向移动,每秒可进行2000次测量。工件轮廓由图像处理系统转化为长度方向和旋转方向测量,在CRT上指示出形状偏差。
就发动机零件的表面粗糙度和精加工来说,自动检测对于高频发动机非常关键。DPH提供的粗糙度测量系统主要用于检查气缸盖以及曲轴箱等零件曲面。据称,由于避免了人为因素,它大大提高了测量可重复性和一致性。
DPH的“自动的”系列仪表可检查主轴轴承表面、阀座和齿轮。应用在车间时,多轴系统包括一个工件夹具,装在花岗岩板上,以及一个测量头,其测头装在竖直移动立柱上。
表面光洁度可通过以激光机为基础的、非接触式方式测量。激光扫描仪可快速发现精加工件的缺陷。据IMPCO机床公司介绍,诸如曲轴或传动轴等精加工件,扫描仪可进行100%的过/不过检查。该公司Opti扫描既可装在机床内,也可用于离线检测(见图5)。

系统使用多个激光机,沿工件夹具定位;各激光机瞄准工件不同加工区。从反射光的质量可知表面精加工是否正确。校准时,首先显示已加工好的标准件,然后显示精加工件,系统即可比较量化光洁度的好坏级别。
Opti扫描系统最初应用21个激光头检查6缸柴油机曲轴所有加工轴颈表面,历时不超过2s。据IMPCO公司介绍,使用传统的接触量规测量工件通常需要1h;工件还必须达到实验室清洁程度,而激光系统即使在灰尘、油雾较多的车间环境中也能可靠地工作。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论