清洁涂装新技术的应用及发展

汽车涂装的发展趋势是在不断提高装饰性和防腐蚀能力的同时,向低污染、低成本的方向发展。本文分别就预处理、电泳、PVC密封、中涂面漆、无中涂工艺以及喷涂设备等清洁涂装新技术的应用发展作一简单阐述。
随着国内汽车市场竞争的日益激烈以及中国对清洁生产的日渐重视,汽车涂装在保证高装饰性、高防腐蚀性能的同时,正朝着采用环保材料和工艺、简化工序、减少设备投资和运行费用、降低生产成本的方向发展。
预处理技术的发展
清洁生产是指采取不断改进设计、使用清洁能源和原料、采用先进的工艺技术和设备、改善管理、综合利用等措施,从源头削减污染、提高资源利用效率、减少或者避免生产、服务和产品使用过程中污染物的产生和排放,以减轻或者消除对人体健康和环境的危害。
汽车预处理过程中有大量的废水排放,其排放量占油漆车间总排量的80%左右。因此,减少排放、降低污染、低温节能以及长寿命是预处理技术开发研究的主要课题和发展方向。
优质的生物可降解表面活性剂已逐步替代APEO(烷基酚-乙氧基化合物),以提高去油能力和水洗效果,减少漂洗水,降低COD排放。在脱脂系统中安装超滤设备,除油效果优于传统的油水分离器,可以延长脱脂剂的使用寿命,减少排放。同时,选用不同的超滤膜还可以满足对于助洗剂/活性剂和活性剂的不同保留方法。
液体表调剂虽然对储存温度有一定的要求(要求>7℃),但由于其低汰浓度、可完全分解、可用滴加泵自动滴加、槽液在50℃时依然稳定、槽液寿命可长达8周、废水排放量少等特点与固体表调剂相比具有无可比拟的优势。液体表调剂已开始在国内汽车涂装线上使用,今后它将逐步替代固体表调剂。
磷化技术的发展趋势是采用低镍或无镍的磷化技术,无镍技术已在德国宝马工厂得到了成功应用。磷化技术的另一研究方向是采用隔膜技术去除排放液中的镍,德国科隆的福特工厂通过改进的处理方法已将排放液中的镍含量降至0.15ppm。亚硝酸盐作为传统的磷化促进剂,会自行分解且易生成有致癌作用的亚硝胺。近几年,新开发应用的促进剂有过氧化氢、羟氨基化合物以及CN4有机促进剂等,这些物质已开始在国内汽车涂装生产线上使用。
无铬钝化技术在国内发展迅速,如上海大众Passat和Polo涂装生产线已开始采用六氟化锆钝化液替代有铬钝化液,钝化效果好,废水处理十分容易。该技术在盐雾试验、交叉划格以及露天暴露试验等方面与有铬钝化相比相差无几,有些性能甚至优于有铬钝化。
反向渗透和纳米过滤等清洗水循环再生技术已开始得到实际应用,通过对磷化后水洗水的再处理,可减少废水排放,反向渗透应用技术如图1所示:
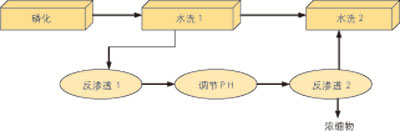
图1 磷化后水洗水的再处理
日本帕卡公司开发了预处理、电泳无排水处理系统,如图2所示,通过反渗透技术、蒸发技术使水得到循环再利用,从而达到废水排放量为零的目标。
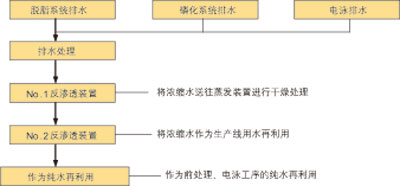
图2 预处理、电泳无排水处理系统
尽管上述预处理新技术在节能、节水、减少废水排放量等方面有较大的技术进步,但是依然存在排放含有对环境有害物质(Ni、Mn、P等)的废水、产生磷化渣以及需要表面调整工序等缺点。
为了适应更高的环保和节能要求,国外开发成功了不含磷酸盐的预处理技术,给传统的磷化处理技术带来了革命性的变革。如凯密特尔开发的硅烷技术以及汉高开发的纳米陶瓷前处理技术均为无磷酸盐和无重金属的最新预处理技术,已开始在家电及零部件涂装线上得到应用,并纳入2010年轿车涂装工艺更新规划。
硅烷技术可替代传统的表面调整、磷化及钝化工艺,是预处理技术的最新发展方向。它是采用OXSILAN超薄有机涂层替代传统的结晶型磷化保护层,在金属表面吸附了一层超薄的类似磷化晶体的三维网状结构的有机涂层,同时在界面形成的Si-O-Me共价键(其中Me为金属)分子间力很强,将与金属表面和随后的油漆涂层形成良好的附着力。它具有环保、节能、操作简便、成本低等磷化技术无可替代的优点,而且还可省略表调和钝化步骤,缩短处理时间。目前,硅烷技术已开始在欧美普通工业如家用电器、汽车零部件、机械及电信设备等领域得到应用,该技术将逐步取代铁系和锌系磷化。2005年开始分别在宝马、奔驰、大众、奥迪、雷诺、欧宝等汽车公司进行整车和零部件的测试。Chemetall公司已在亚洲包括中国从家用电器领域开始推广硅烷技术。
纳米陶瓷前处理转化膜的主要成分为氧化锆,其处理工艺流程如图3所示:
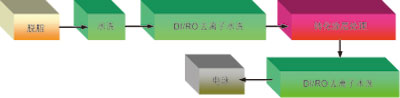
图3 纳米陶瓷前处理技术工艺流程
该技术代表型产品为Bonderite NT-1,它是一种基于氟锆酸为基础的化学品,不含重金属、无磷酸盐及无任何有机成分。它能在清洁的金属物质表面形成一层纳米陶瓷涂层,能显著提高金属涂层的耐腐蚀性能,耐腐蚀性能优于铁系磷化。它是一种特种配制的反应性前处理过程,可以在钢铁、锌和铝表面使用形成转化膜。纳米陶瓷前处理技术还具有室温操作、反应时间短(<15s)、无表面调整和钝化工序等优点,目前已开始在家用电器领域得到了推广应用。
电泳技术的发展
第六代阴极电泳漆已开始在国内汽车涂装线上应用,它具有低有机溶剂含量、高泳透力、低密度、低颜基比、边角覆盖效果好、无铅无锡等特点。为了进一步适应简化工艺、降低涂装成本的需要,目前正在开发研究超高泳透力电泳漆以及耐紫外线电泳漆。
超高泳透力电泳漆的泳透力(匣式法)匣内部分/外板膜厚可高达10mm/15mm,而防腐蚀性能、表面平滑性和施工性能与目前电泳漆相同。采用超高泳透力电泳漆的涂料使用量可节省22%,成本可降低10%。
通过调整电泳漆配方和工艺参数,PPG公司开发的耐紫外线电泳漆Dura-Prime在防腐蚀和防石击方面与目前使用的“电泳+中涂”体系相同,在耐紫外线方面与粉末中涂相似,同时,外观质量与目前常规使用的体系接近。从美国佛罗里达高温爆晒试验数据可看出PPG Dura-Prime“电泳漆+面漆”体系在层间附着性能方面完全能够达到PPG常规“电泳+中涂+面漆”体系的水平。Dura-Prime电泳漆在日本五十铃公司已完成了在线试验,预计今后的应用前景将非常广阔。
PVC密封技术的发展
PVC密封材料正朝着低密度、低温烘烤、湿碰湿施工的方向发展。由于PVC密封材料在废物处理时会对环境造成影响,如高温焚烧会产生二恶英,增塑剂邻苯二甲酸盐会泄漏到环境中去等。因此,无PVC的聚丙烯酸酯或聚氨酯等环保型密封材料也是今后的发展趋势。
底部密封涂料和密封胶的发展趋势分别如表1和表2所示。
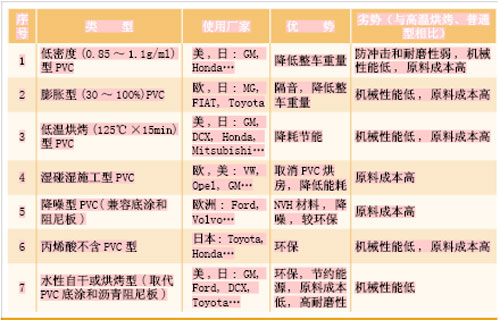
表1 底部密封涂料的发展趋势
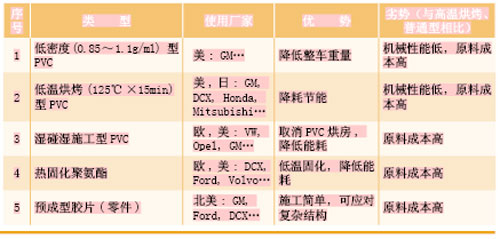
表2 密封胶的发展趋势
中涂面漆技术的发展
随着清洁生产要求的日益严格,降低挥发性有机化合物(VOC)的排放是中涂面漆材料发展的趋势,因此,中涂面漆材料逐步向高固体份涂料、水性涂料及粉末涂料的方向发展。欧美日本等发达国家对汽车涂装中的VOC的排放已有严格的要求。欧洲明确规定1997年新建的轿车涂装线VOC排放量不得超过45g/m2;德国的VOC排放标准更为严格,要求不超过35g/m2;美国规定新建的轿车涂装线VOC排放量为35~40g/m2,老线VOC排放量不超过50g/m2;日本规定轿车涂装线VOC排放量不超过60g/m2。
在2006年发布的《汽车涂装清洁生产标准》中,国内对VOC的排放量第一次做出了具体规定,如表3所示。不同涂装工艺体系的VOC排放量对比参见表4。
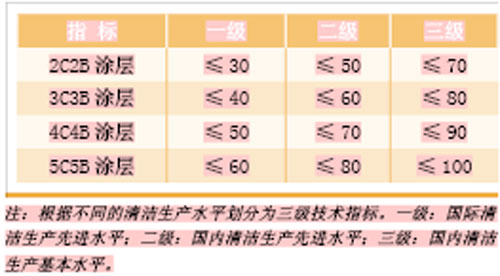
表3 不同涂层体系VOC排放量的规定
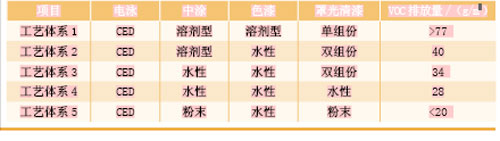
表4 不同涂装工艺体系的VOC排放量对比表
德国绝大多数轿车涂装线采用工艺体系3(“水性中涂+水性色漆+双组份罩光清漆”),该体系的VOC排放量为34g/m2,正好能够满足小于35g/m2的VOC排放标准。北美在采用水性中涂的同时,采用粉末中涂的比例较欧洲要高。随着中国对清洁生产的日益重视,水性中涂面漆的应用将更为广泛。BASF在上海的合资公司已率先将水性漆国产化,PPG公司在天津的独资公司也开始进行水性漆的生产,这样也为水性漆在国内的应用发展创造了条件。
无中涂工艺体系的开发应用
在涂装工艺体系中,中涂是一个非常重要的涂层,它不仅要有防石击性能,还要对电泳表面有良好的填充作用,同时还要有一定的耐候性和紫外线隔绝性能来保护电泳漆。就目前体系而言,取消中涂漆后,紫外线辐射会使传统电泳漆产生光氧化分解和粉化,从而造成电泳与面漆的结合力降低,导致面漆层离。
BASF公司开发的Integrated ProcessⅡ、Dupont公司开发的EcoConcept以及PPG公司开发的BASE1:BASE2均采用水性色漆来替代中涂。采用特别的颜料和铝粉形成中涂功能层可防止紫外线的辐射。取消中涂层后,可减少VOC排放、减少车间占地面积、设备投资和维修保养费用、降低能源消耗以及减少人员费用等。无中涂工艺技术由于取消了中涂,因而对板材和其它涂层提出了更高的要求:如提高白车身的表面质量、减少板材打磨;优化电泳质量、减少电泳表面诸如灰粒、缩孔和针孔等质量缺陷、提高电泳漆的流平性;调整色漆和清漆的施工技术、优化油漆外观和流平性;色漆喷涂均匀性和膜厚控制以及降低PVC密封材料的烘烤温度等。
喷涂设备的发展
1、Bell-Bell技术
金属色漆的喷涂一般采用ESTA喷涂第一道金属色漆,用自动气喷枪喷涂第二道金属色漆。采用自动气喷枪的目的是改变金属铝粉的有序排列,提高闪光效果,同时满足金属色漆的色差要求。但是气喷枪的喷涂效率仅有30%左右,油漆利用率低,而且喷涂过程中漆雾大,过喷漆雾易造成漆膜缺陷,导致油漆返工率的增加。
最新发展是采用Metallic-Bell替代气喷枪,ABB、Duerr和Sames公司均有此类喷杯的专利技术。Metallic-Bell的工艺参数如表5所示。
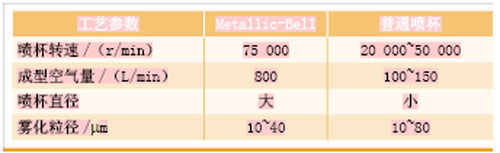
表5 Metallic-Bell与普通喷杯的工艺参数对比表
从表5可看出,Metallic-Bell的喷杯转速和成型空气量比普通喷杯要大,同时新型旋杯的直径也比普通旋杯要大,而且喷杯边缘为锐边结构,旋杯的边角角度更小。这些特点可使金属漆雾化后的漆粒更干,粒径更小,从而可达到与气喷枪相近的闪光效果。
采用ESTA/ESTA替代ESTA/Spraymate,油漆利用率可由40%~50%提高至70%~80%,每台车的金属漆用量可减少0.7kg左右,返工率可降低2%~4%。江西九江昌河、江苏悦达起亚等汽车公司已采用该技术。
2、机器人弹匣式旋杯喷涂系统
弹匣式旋杯喷涂系统是与涂装机器人配套使用的,该系统把涂装机器人和传统的输漆系统彻底分离,油漆储存在独立的涂料罐(弹匣内),弹匣可与旋杯进行快速组合并压送涂料,弹匣的容积可根据实际需要进行设计。除涂装机器人和喷涂装置外,该系统还包括涂料填充装置和弹匣搬运装置。
由于换色时只需更换弹匣,弹匣不用清洗,仅需清洗喷杯,因而换色时的涂料和溶剂损失少,换色时的油漆浪费仅为传统喷涂系统的2%~6%,溶剂损失为传统喷涂系统的20%左右。
弹匣式喷涂系统的突出优点是同时适用于溶剂型涂料和水性涂料的喷涂,且涂着效率高;并简化了机器人手臂上搭载的换色阀和涂料输送泵系统,设备简单易维护。该喷涂系统的缺点是投资偏高。弹匣式喷涂系统在日本应用较多,在国内也开始得到了应用,如天津一汽丰田第二工厂就是采用机器人弹匣式旋杯喷涂系统喷涂水性色漆。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖