多功能高速“三动”液压机
研制开发
金属板材冲压成型是汽车制造工艺的首道工序。由于冲压生产设备非常昂贵,汽车制造工程师们必须不断改进冲压生产工艺,以求降低生产成本,使得生产效益最大化。以往由于模具制造技术的限制,双动冲压件拉伸工艺占据主流,但随着自动化生产线的不断推广应用以及模具制造技术的发展,冲压件单动反拉伸生产工艺被越来越多的汽车制造厂家所接受。但冲压生产工艺的改变又意味着冲压生产设备结构的改变,作为长期巨额投资的冲压设备,任何汽车生产厂家都不愿意过早更换现有设备而增加投资成本。
为了兼顾现有双动拉延和新增单动反拉伸两种不同冲压工艺模具的生产(见图1),德国Schuler压力机公司开发研制了一种能使用单/双动两种模具的具有内滑块、外滑块和底座内液压下拉垫的多功能“三动”液压机。之所以称之为“三动”,正是因为它比通常的双动压机增加了一个底座内下拉垫功能。虽然同等规格的机械压机的效率要比液压机高,但机械压机连杆系统的结构特性决定了其不能实现此功能。
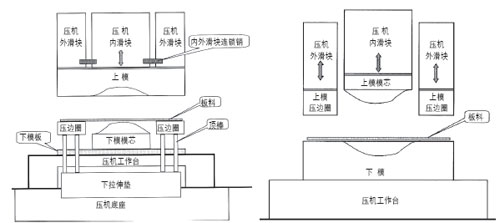
图1 单动模具与双动模具装配生产工艺示意图
结构特点
在压机的机械构造方面,该液压机具有内滑块和外滑块结构,以适应双动拉延模具的生产需求,同时该液压机又配置有8点(也可4点或6点)独立程控模块式高速液压下拉垫,以适应单动反拉伸模具的生产。此外,在单动反拉伸模具生产时,为了防止内/外滑块的相对移动,内/外滑块之间设置了电动可调机械连锁装置(见图2),从而使内外滑块底面处于同一受力平面,保证了内外滑块力均匀作用于模具上模板。
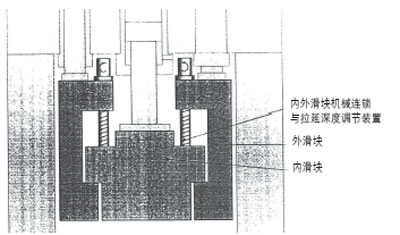
图2 内/外滑块机械连锁与拉延深度调节装置
在模具夹紧器的选用方面,其先进性在于内滑块夹紧器采用旋转升降式模具夹紧器(见图3),以便在单动模具生产方式时,内滑块模具夹紧器能够提升收缩在内滑块下底面以内,从而不影响单动反拉伸模一体式上模板的装夹。外滑块则采用了移动式模具夹紧器(见图4),可以适应不同大小模具的装夹,避免了摆动夹紧器要求上模板或压边圈必须与滑块底面尺寸一致的缺点。
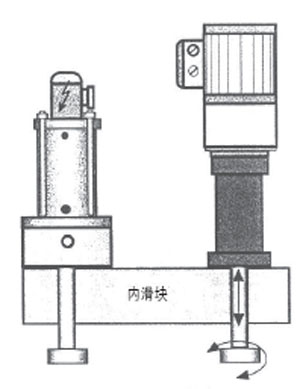
图3 旋转升降式模具夹紧器
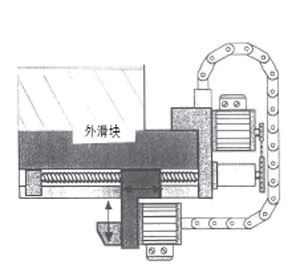
图4 移动式电动模具夹紧器
在液压控制系统方面,滑块液压控制采用了Schuler公司拥有专利的动态力控制系统。该系统可根据零件拉延成型过程中不同的成型受力阶段自动切换启用不同数量的工作液压缸(见图5),以取得不同的拉延成型速度,从而降低能耗,提高有效生产冲次。例如:低压力需求阶段启动1个工作缸以获得较高的拉延速度;中等压力需求阶段启动2个工作液压缸;在成型压力需求更高的阶段,如零件成型加压、保压阶段等,则自动切换到3个或更多个工作缸同时工作状态,以获取更高的压力保证零件成型不回弹。该功能可适用于不同零件或一个零件拉延成型过程中的不同阶段。
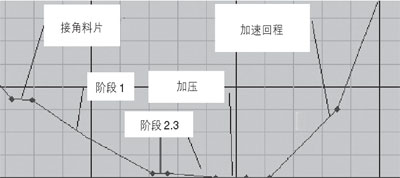
图5 滑块拉延工作过程阶段切换分布举例示意图
技术性能参数
该液压机工作台台面尺寸为4500mm×2400mm,总吨位为21000kN,可用于汽车整体侧围等大型车身内外覆盖件的生产或试模。
该压机根据生产的模具不同,可分别作双动压机或单动压机使用。以双动压机工作时,内/外滑块的力分别为13000kN(3个缸)、8000kN(4个缸);以单动压机工作时,内/外滑块机械连锁组成单一滑块,滑块力为21000kN,内/外滑块的总行程分别可达到2175mm、1750mm,滑块的行程定位精度高达0.1mm,滑块空程速度高达750mm/s(而国内一般液压机的空程速度仅达400mm/s),内滑块(双动时)/滑块(内外滑块连锁单动时)的最大拉延速度达到300mm/s(而国内同类形压机的滑块拉延速度最大约为60mm/s),公称力时内滑块/滑块的拉延成型速度可达67/41mm/s(而国内液压机的公称力拉延成型速度仅约8~16mm/s)。此外,该压机内滑块工作过程中采用了Schuler公司的高灵敏度的动态力控制系统,其性能表现如下:
双动压机功能时,内滑块拉延成型工作速度:
第一阶段(1只缸工作)压机工作速度:最大300 mm/s;
第二阶段(2只缸工作)压机工作速度:最大175 mm/s;
第三阶段(3只缸工作)压机工作速度:最大115 mm/s;
公称力时(3只缸工作)压机工作速度:最大67 mm/s。
单动压机功能时,滑块(内/外滑块机械连锁)拉延成型工作速度:
第一阶段(1只缸工作)压机工作速度:最大300 mm/s;
第二阶段(2只缸工作)压机工作速度:最大175 mm/s;
第三阶段(3只缸工作)压机工作速度:最大115 mm/s;
第四阶段(7只缸工作)压机工作速度:最大70 mm/s;
公称力时(7只缸工作)压机工作速度:最大41 mm/s。
在单动模具的零件拉延成型过程中,液压拉伸垫具有至关重要的作用。该机配置8点独立可控的液压拉伸垫,总吨位为6000kN。在零件拉延成型过程中,8个独立控制的模块式液压缸可单独调节压边力,改善零件成型效果,大大减少冲压件拉延成型的碎、皱等现象。模块化液压缸的采用使液压缸制造标准化,便于维修更换,不仅降低了生产成本,而且大大减少了设备维修时间。该液压拉伸垫的有效工作行程高达350mm,而且在下死点区域具有可根据不同零件自由编程设定的20~100mm的取件行程,即零件拉延成型完成后,液压垫先将零件顶高20~100mm,以方便机械手或操作工人拾取零件,解决了大型冲压件拉延成型后,冲压件脱模难、取件难、易变形的难题。
应用前景
目前该类型的液压机在国内已有3台,分别在华晨金杯和一汽大众投入生产使用,满足了现有老车型双动拉延模具和新车型单动反拉伸模具的生产,达到了在更改生产工艺而不增加设备投资的前提下提高产能的目的。此外,在2005年下半年又将有2台同类型的“三动”液压机在上海大众投产。由于该液压机高速运行的特性,保证了接近机械压机的生产节拍。以上5台压机中除1台用于试模外,其余4台均应用在自动化冲压生产线中。
当然,其先进的液压/电子控制技术和多功能的机械结构决定了其不菲的价格,尽管如此,鉴于其能适应不同生产工艺的多功能性,该类型液压机在国外同时很受模具制造厂家的青睐,因为他们要面向的正是多家具有不同生产工艺要求的汽车制造业用户,必须能够满足一机多用的要求。
以上所述,希望能给国内液压机生产厂家以启发,不断提高自身开发研制能力,尽早生产出性价比更高的能够满足国内众多汽车和模具制造厂家需求的高速多功能液压机,让国内的汽车制造企业也做到用自己的设备制造自己的汽车,从而壮大我们的民族经济,提高我们的制造业在国际经济舞台上的竞争力。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖