Solid2000 V5.3在直拉杆总成加工中的应用
以前使用二维绘图软件开发新产品,每次任务下来后,绘图工作量非常大,而且不直观,容易出错。现在使用Solid2000软件后,一方面提高了工作效率,另一方面改变了设计观念,使我们能够集中精力投身于设计任务中,同时使大家在一个设计平台上,就可以完成从“设计—装配—工程图—材料清单”的整个过程,保证数据的统一性、完整性。
直拉杆总成的工艺特点
我公司是设计和加工汽车配件的专业厂家,主要产品是各种汽车前桥总成,年生产各类总成5万套。前桥总成是汽车的特级安全件,直拉杆总成是联接汽车转向器和横拉杆总成部件,是整个汽车安全件中最关键的部件之一。虽然球头总成和直拉杆之间的联接部分的工艺属于粗加工,但是在压制过程中的技术参数是非常复杂的。
下面是某一车型的直拉杆总成(见图1),此直拉杆总计划装车50000辆/年,整个生产是流水线作业,平均日产量500件,属于批量生产。该总成适用于前轴负荷2300kg的整体式前轴,它的工艺技术要求是:保证60kN的压力下不松动,且松动后不得脱落;压合处不得有裂纹;在40kN拉力下不得有松动裂纹等破坏现象;在40N·m的扭矩作用下,压合处不得有滑转现象;两个球头轴线的夹角保证46 °±10′;总成漆QC-4τ,按EQY-2-95(球头除外)前后摆角相同。
从上面的技术参数我们可以看出,加工的重点在于球头总成与直拉杆之间的压制质量,同时两个球头轴线的夹角需保证46°±10′。
设计和加工过程
我们技术部接到这个任务后,将机械组分成两个小组,一组进行产品设计,一组进行工装卡具设计。产品设计和卡具设计软件我们使用了北京新洲协同软件技术有限公司最新推出的Solid2000 V5.3版本。Solid2000V5.3在以往版本基础上作了相应的改进,并且增加了许多新的功能,使用起来更加方便、快捷,工作效率大大提高。从接手产品设计,到出成品,原本3个月的工作量,我们3周就完成了,而且将材料清单、材料定额、工艺路线都完成了,得到了用户的赞赏。具体过程如下:
1. 接到任务,根据要求设计零件
产品自制零件有两个:球头座和直拉杆,其余是标准件和外购件。图2是根据技术参数用Solid2000设计出球头座和直拉杆的三维模型。机械加工组将球头座的三维模型发送给锻压组,他们直接利用模型,根据锻压工艺在需要加工的部位增加余量,便可设计出球头座的毛坯,再根据毛坯的形状,利用Solid2000提供的在装配环境下自上向下的设计模式功能,很快设计出球头座的锻压模具,大大缩短了模具开发的周期,提高了工作效率。接下来,机械组从锻压组接到球头座的毛坯模型,制定加工工艺路线。 由于零件和毛坯模型的数据是一致的,不会出现错误,这样就大大减少了工装设计的失误,保证了加工结果的准确性。根据直拉杆模型,利用Solid2000提供的物性分析功能,就能计算出每根直拉杆需要无缝钢管的长度和重量了(图3)。而以前计算重量时,必须先算出直拉杆管料的长度,再用磅秤称量,不仅费时、费力,而且误差很图4 国家标准件库大,给供应部门购买材料时带来很多不便。现在使用Solid2000系统提供的功能,供应部门就一目了然了。
2. 将零件装配成总成
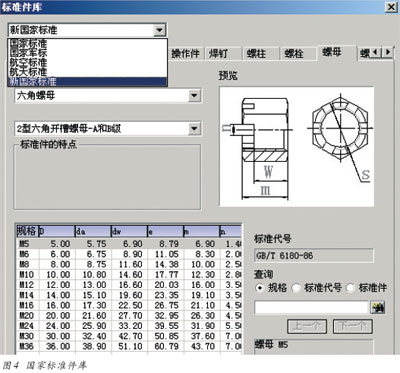
Solid2000不但提供方便的装配功能,而且提供完备的标准件库,包括国家最新版本的常用标准件(图4),极大地方便了设计师的设计工作,同时也保证了我们和用户之间采用的标准件是一致的。
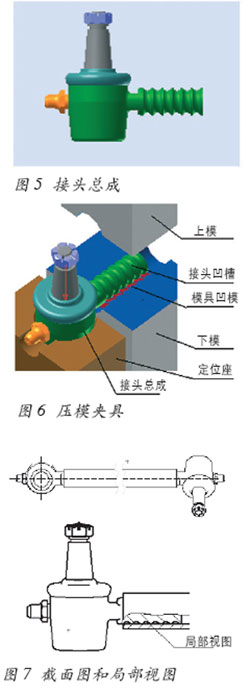
图5是接头总成的装配模型,当我们将产品模型让客户审查时(包括图1所示的直拉杆总成),客户非常满意。
3. 连接接头总成和直拉杆,保证夹角
上面我们谈到直拉杆总成的两个加工重点:压制质量和保证摆角。在设计接头压模时首先要考虑的是上、下压模第一个凸模的中心与定位座78mm的中心距离,另一个是直拉杆端面与定位座中心57mm的距离,这样就保证了整个直拉杆总成的整体长度。加工中调整压力机的压力参数,保证有足够的压力,接下来压制另一端,除了距离之外,还要保证46°±10′的摆角,我们采用分度头将加工好的一端卡紧,按要求的方向旋转46°进行压制,这样,整个加工过程就结束了。图6是我们设计的压模夹具。
4. 生成工程图
Solid2000工程图模块中的标注语言也非常丰富,无需转换到其他二维软件中进行标注。在本次任务中,我们用到了Solid2000 V5.3新增的截断视图以及以前版本的局部剖视图,它们不但功能强大,而且使用起来非常方便,图7就是直拉杆总成工程图标注用的截面图、局部剖视图。
在我们技术部,需要打印的图纸非常多,而且绘图仪的处理器比较老,如果不批量打印,效率是非常低的。Solid2000V5.3不但提供拼图打印功能,而且还提供 “打印到文件”功能,直接输出成*.plt格式,就可以一边设计产品,一边打印图纸,大大提高了工作效率。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备09051372号 京公网安备110102001177号


跟帖
查看更多跟帖 已显示全部跟帖