RIM技术在汽车工业中大有可为
反应注射成型技术(RIM)是在制备聚氨酯硬质泡沫塑料工艺的基础上发展起来的。该技术发展到今天,以其生产效率高、生产能耗低和模具投资小等众多优势而在汽车工业中获得了广泛的应用。本文介绍了目前使用最多的聚氨酯反应注射成型、增强聚氨酯反应注射成型技术,以及在国内比较新的聚双环戊二烯反应注射成型技术在汽车内、外饰件生产中的应用。
RIM技术发展概况
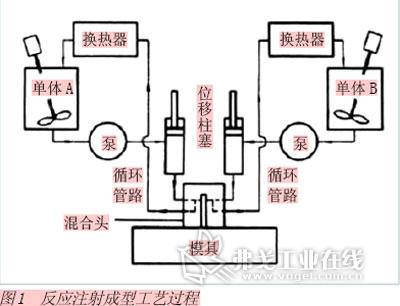
反应注射成型(RIM)是将两种或两种以上的低黏度高活性的液体物料,经计量后用泵送入混合头,在14~20MPa高压下瞬间碰撞混合,然后高速注入密闭的模具内,完成聚合、交联、固化及成型等一系列工艺过程(如图1所示)。这是一种复杂的化学反应过程,可以有目的地控制其性能。
反应注射成型技术可以使用不同的化学体系,如聚氨酯RIM、聚脲RIM、尼龙RIM、聚双环戊二烯RIM、不饱和聚酯RIM、环氧RIM及丙烯酸酯RIM等。

反应注射成型技术是在制备聚氨酯(PUR)硬质泡沫塑料工艺的基础上发展起来的。20世纪60年代末,在Bayer AG公司成功开发出Baydur,并首次应用它通过高压碰撞混合生产出聚氨酯泡沫塑料之后,市场上出现了第一台具有自清洁和循环混合头的RIM设备。20世纪70年代中期,RIM在汽车工业中获得了长足发展,被用来生产仪表板和车体。1976年,美国辛辛那提米拉克龙公司推出了美国第一台RIM机械装置。1977年,加工商使用该设备为通用汽车公司的Pontiac车型生产弹性外饰件。
20世纪70年代末,采用锤磨的玻璃纤维或矿物填料的增强反应注射成型(R-RIM)工艺技术被开发成功。1980年,福特汽车公司在其Fairmont车型上测试了5000个R-RIM防护板。20世纪80年代中期,在汽车工业减重要求的驱动下,结构性反应注射成型(S-RIM)工艺得以面世,该工艺最初是将聚氨酯化学品分散到玻璃毡片或型坯上。1995年,S-RIM又有了新的发展,克劳斯玛菲公司开发了长纤维注射(LFI)工艺,即在混合头内将玻璃纤维切断或湿润,其后混合物由机械手喷涂到敞模上。2001年,S-RIM工艺证实了其在各种尺寸的通用Siverado 1500 敞篷小型运货卡车货箱上的发展潜力。
与此同时,其他化学体系的RIM也相继开发成功,例如,1983年尼龙RIM开始小批量生产;1984年聚脲RIM开发成功;20世纪80年代中期出现了聚双环戊二烯RIM和不饱和树脂RIM。

我国从20世纪80年代初开始引进RIM设备和原材料,并较为系统地进行了RIM化学原材料及其制品配方的开发工作。1986年,国家将聚氨酯RIM的开发项目列入“七五”、 “八五” 攻关课题,并在其后取得了聚氨酯RIM挡泥板、保险杠等在内的一系列成果。1994年,国家组建了依托于黎明化工研究院的国家反应注射工程技术研究中心,为我国RIM技术的开发和应用起到了重要推动作用。
反应注射成型优于注塑成型,其优势主要体现在以下方面:由于使用低黏度的液体状物料,RIM工艺的能量消耗更少;RIM工艺允许使用不同体系化学材料来满足各种制品性能的要求;RIM工艺所需模腔压力小,使得模具的锁模力较小, 同时模具浇口简单, 因此模具投资少;RIM工艺易于制作薄壁制件, 且制件表面图案和花纹清晰;RIM工艺生产效率高, 适宜大批量生产, 同时生产大件制品更为经济。
反应注射成型工艺发展到今天拥有多种体系,由于篇幅有限,在此仅就使用最多且工艺最成熟的聚氨酯RIM体系工艺技术及我中心新近开发成功的聚双环戊二烯反应注射成型(PDCPD-RIM)技术以及它们在汽车工业的应用做一简单介绍。

聚氨酯RIM体系工艺技术
目前在RIM工艺技术中,聚氨酯RIM体系工艺技术的应用最为普遍,也最为成熟,主要用于生产汽车外饰件如保险扛、 侧护板、 翼子板(挡泥板)、扰流板、 引擎盖、轿车顶部模块及车灯部件等,内饰件应用则包括方向盘、仪表板、扶手、顶棚和模塑座靠垫等。
根据聚氨酯品种的不同,聚氨酯RIM体系材料在汽车上的应用可分为RIM微孔弹性体(用来制作保险扛、挡泥板、侧防护条、扰流板、格栅、内饰件、仪表板、方向盘、大灯壳、后灯和汽车窗包边)、增强RIM微孔弹性体(用来制作保险扛、缓冲件、车内转角立柱、车门扶手、散热器格栅、前阻流板、挡泥板、发动机罩、行李箱底板及盖、车门外板及卡车承载地板)、自结皮泡沫塑料(具有柔软的泡芯和坚固的表面,制品牢固而富有弹性,手感好,表面可再现模腔表面的纹理,如桔皮纹,同时制品也可进行涂装加工处理。该材料主要被用来制作方向盘、变速杆手柄、线束护套、按钮开关、空气滤清器垫圈、扶手、头枕、衬及止推块、门窗立柱、仪表板及喇叭盖、半硬质泡沫塑料(制件的特点主要表现在与各种表皮和骨架材料粘结性强,具有较高的承压负荷及突出的防震抗冲击性能,且能消除振动噪音,非常适合制造汽车仪表板、扶手芯、头枕、遮阳板、变速箱顶盖、杂物箱盖、喇叭盖(层)、车顶内衬、门内饰板、膝部防撞板、衣帽架、车体梁柱装饰板、保险杠内芯、止推垫和柱状物等)以及硬质泡沫塑料(用来制作车门内衬、内装板、座椅靠背盖壳/垫、顶棚内衬及加工内饰件)。

1.用于生产汽车外饰件
为提高机械性能,汽车外饰件一般都采用聚氨酯增强反应注射成型工艺(R-RIM)或结构反应注射成型(S – RIM)工艺来生产。其中,保险杠、侧护板及翼子板(挡泥板)等采用前一工艺生产,而像大型皮卡车厢这样的特大型外饰件则采用后一工艺生产。
增强型反应注射成型(R – RIM)是一种闭模工艺,原料中需要添加一定比例的磨碎玻璃纤维(长径比约11:1),并一起倒入搅拌容器。原料和磨碎纤维混合后,为了改善充模质量和产品的表面质量,还需要在原料里混合40%~70%的N2或空气。随后,物料注入模具型腔,被压缩,经快速反应而固化成制品。采用该工艺制造的汽车保险杠部件具有诸多优点,包括:长度公差很小,一般为±(1.5~2)mm; 部件厚度更薄,一般厚度小于2mm;重量轻;成本低廉;耐热性强,可在线喷漆;不吸潮;热膨胀系数小;具有很好的自释放性。
结构性反应注射成型(S – RIM)工艺是指采用玻璃纤维织物、毡和预成型料来生产结构性的复合材料制品。在该工艺中,热固性聚氨酯料液先在高压下混合,然后注入到含有纤维增强材料的热模具中,再最终固化成部件。

克劳斯玛菲公司是提供聚氨酯反应注射成型设备的全球领先供应商之一,图2~5都是采用克劳斯玛菲设备生产的汽车外饰件。
2.用于生产汽车内饰件
(1)自结皮泡沫塑料方向盘。方向盘是汽车安全件之一,为保证驾驶员的行车安全,要求方向盘在发生碰撞时能吸收大部分冲击能量,结构要求挺拔、坚固、轻便及外韧内软,并能耐热、耐寒、耐光及耐磨,而满足这一要求的最佳材料就是聚氨酯泡沫塑料。汽车方向盘一般采用PUR-RIM工艺制成,其外表是一层坚韧致密的聚氨酯皮层,内部是具有高回弹性的聚氨酯泡沫,从内芯到表皮密度逐渐增大,中间预置钢、铝合金或玻璃纤维增强尼龙PA等材质作为骨架,从而保证了方向盘既有牢固的强度,又有较好的弹性(如图6所示)。
(2)仪表板。软质聚氨酯仪表板由表皮、骨架材料和缓冲材料等构成。骨架材料有采用钢板的(如斯太尔7001仪表板),也有采用ABS、改性PP和FRP的,而表皮材料多采用TPU片材,并带有皮纹(如图7所示)。其加工工艺是,先将表皮真空吸塑成型,再将吸塑好的表皮修剪后备用,置入发泡模腔内,再放上骨架,然后注入聚氨酯发泡材料而成型。由于半硬质聚氨酯泡沫具有开孔性,因而具有良好的回弹性,并能吸收50%~70%的冲击能量,从而提高了安全性。此外,它还耐热、耐寒,坚固耐用,且手感好。
(3)汽车玻璃包边。应用反应注射成型(RIM)工艺,也可以生产汽车玻璃PU包边制品(如图8所示)。

聚双环戊二烯反应注射成型(PDCPD-RIM)技术
用于聚双环戊二烯反应注射成型的材料被称为“PDCPD-RIM”工程塑料,它是由双环戊二烯单体经催化聚合而成的。双环戊二烯混合物经多次精馏,使其纯度达到聚合级要求,再分别制得含催化剂的A料和含活化剂的B料,然后采用反应注射成型工艺即RIM技术,将A料和B料充分混合后加压注入模具,使其在模具内发生交联反应,反应成型时间由时间调节剂来控制,待固化后取出即为制件。
PDCPD-RIM工程塑料是一种机械物理综合性能很好的新型工程材料,同时拥有高抗冲击强度、高弯曲模量、高硬度、高热变形温度和很好的抗老化性能(下表列举了其与其他工程材料的机械性能比较)。PDCPD-RIM属于高新技术,制件工艺灵活、简单,特别适宜制成高强度、大面积的超薄制件,因此在汽车工业、航空制造业等领域具有很好的应用前景(汽车工业的应用例子如图9所示)。
美国和日本对于PDCPD-RIM工程塑料的研发已有多年,并将其成功推向市场,在20世纪末,年产量就已达3万t。我国对于该技术的研发虽然起步较晚,但发展较快,如我中心经过几年的研究,采用自行研制的催化剂,于近期成功开发出了具有自主知识产权的PDCPD-RIM技术。我们生产的PDCPD-RIM工程塑料的主要性能参数为:悬臂梁缺口冲击强度达6.82 J/cm,弯曲模量达1815MPa, 密度为1.05g/cm3,这些技术指标与国外产品相当,目前已经用于汽车零部件的生产。
我国RIM工艺技术展望
我国RIM工艺技术发展已经有了20多年的历史, 目前已在汽车工业中得到广泛使用,并成为一种不可或缺的工艺技术。但是,我国对于聚氨酯之外的原料体系RIM工艺的研究和制品开发还是比较欠缺的,而且,即使在同一体系如聚氨酯体系中,国内厂商也应该能够提供更多原料品种,从而可以扩大选择范围,以便于设计出不同结构及制造出不同物性的聚氨酯RIM制品,来满足用户的不同要求。这一问题应该引起我们的重视,并在今后的研发中加以解决。此外,随着其他材料及工艺技术如TPO、SMC等的发展,RIM工艺技术特别是聚氨酯RIM也面临着竞争压力,因此改进工艺、提高产品质量、降低成本及减少污染也是国内厂商今后努力的方向。












![]()
2001-2009 Vogel Industry Media版权所有 京ICP备12020067号-15 京公网安备110102001177号


获取更多评论